In detail: do-it-yourself repair of an aluminum boat with epoxy from a real master for the site my.housecope.com.
The use of glue in the repair of hulls of motor boats made of aluminum alloys provides high strength of joints, moisture and vibration resistance, resistance to gasoline and oils. As a good sealing material and dielectric, the adhesive prevents corrosion in the joints of parts.
The most commonly used adhesives are based on epoxy resins. They are sold in retail under the name "Universal Adhesive EDP". The set of packaging includes an epoxy compound EDP (epoxy resin ED-6 with a plasticizer) and a hardener - polyethylene polyamine. When composing the glue, usually 1 part of the hardener is taken for 10 parts by weight of the compound.
In addition to ED-6, ED-16 and ED-20 resins are often used with the same plasticizer (dibutyl phthalate) and hardener. To increase the strength of the connection, various fillers are introduced into the composition of the composition. For repairing the hull in terms of strength characteristics, the most
fine aluminum powder and ground mica are suitable. The filler is added in the amount of 10-15 parts by weight, stirring thoroughly until the lumps disappear.
The surfaces to be glued are cleaned with sandpaper or a metal brush, then degreased and dried. The adhesive is applied in a thin layer and compressed tightly with clamps or weights. The glue squeezed out during compression is removed. For a better fit of the parts and obtaining a glue seam with a thickness of 0.3 - 0.4 mm, it is necessary to ensure a press-in pressure of 0.5 - 1.0 kg / cm2, evenly distributed over the entire surface to be glued. The parts are kept under pressure until the glue hardens completely, which occurs after 24 hours at room temperature (18-25 °); at higher temperatures the curing time is shorter. It must be remembered that the suitability of the adhesive composition is no more than 2 hours, and the best adhesive qualities remain for about 30 minutes. When preparing a portion of glue, you need to keep this in mind and proceed from the approximate consumption rate of 0.04 g / cm2 for one-sided application and 0.06 g / cm2 for double-sided application. In addition, it should be borne in mind that epoxy compositions prepared in relatively large quantities (100 - 150 ml) in one container tend to self-heating to a high temperature and, as a result, quickly harden. Therefore, you need to either quickly apply the ready-made glue to the part, or cook it simultaneously in several small containers.
| Video (click to play). |
Using filled adhesive can be used to smooth out small dents, repair minor cracks and sinks in sheathing and deck sheets. After the glue has cured, the surface is leveled with a sandpaper or file and painted. For greater security, especially with through cracks, the damaged area is additionally sealed with a patch of durable thin fabric.
Among the modern imported adhesives and sealants with universal properties, the most famous are the products of the Sika company.
One-component polyurethane sealants from this company cure when exposed to moisture in the air. For example, such sealants as "Sikaflex-291" and "292", which are characterized by very high strength, are widely used in the repair of housings made of various materials. They are used when joining parts experiencing high dynamic loads. However, to obtain guaranteed strength, the surfaces must first be primed with a branded pound (primer), for example, "Sika Premer 290 DC".
I am engaged in the restoration of a freshly bought cauldron-m.There are a couple of places where you would like to apply surface leveling with epoxy fiberglass. But I read something of everyone here and all became in doubt - will it hold at all?
I wanted to ask the noble tuner Leo, but he didn't answer at all.
In general, the meaning is this: in addition to epoxy, it is recommended to add a plasticizer and aluminum powder, they say it will hold on better and with different coefficients of thermal expansion, nothing terrible will happen. Is it so? Resin ED-20 and PEPA are available to me.
If you glue fiberglass, which one is better to use: thicker, but in one layer, or thinner, but 2-3 layers?
Should I use a protective coating (topcoat) on top, or nothing will help me? If used, which one?
liquid metal (two syringes a la cold welding based on epoxy ((aluminum powder is there)) - holds tightly tested repeatedly and over years of operation.
Why invent, there are leveling fillers with al. Powder and fiberglass fillers.
> Why reinvent, there are leveling putties with al.powder filler and
> fiberglass.
No, this will not work, it is necessary that an independent surface be made of fiberglass.
It will fall off. Not immediately, but inevitably.
I have a dent above the waterline on the casing, which was repaired by the previous owner with a bandage and eboksidka more than 10 years ago, and is not going to fall off.
>>> Fall off. Not immediately, but inevitably.
>>> I have a dent above the waterline on the casing, which was sealed by the previous owner with a bandage and eboksidkoy more than 10 years ago, it is not going to fall off.
And here's how to be a newly-made saucepan?
In fact, it depends on the thickness of the skin at the place of embedment and the use of the boat. If the skin in the place where you are going to glue, plays at least a little or is supposed to walk on the wave, it will fall off. It can last several years, but it will still eventually peel off.

With P4 I removed the paint, there were many places putty under the cloud of layers.
Boats in full view of many with plastered sides, and nothing. Sh-ku with al. Filler you can wash horseradish from your hands, adhesion is crazy, reminiscent of cold welding.
Here I deduced.

Two.
On the bottom, everything will fall off, above the waterline any holds
I covered the lower right corner of the stern with epoxy on the cauldron m. They took it along the road and fell off the cart onto the asphalt and rubbed the corner. I repaired 0.5 mm of aluminum on rivets .. on top with epoxy and inside the boat too .. four years have lived .. only the edges have moved away. and so dead .. on the boat on the bow along the keel there was a protective metal corner (rusty like that). we also doused it with a mixture of epoxy and aluminum powder .. it looks aesthetically like it’s a cast aluminum part of a boat. from a practical point of view: dragged over the sand over the stones .. holds up .. slightly erases .. but the corner does not fall off and so more aluminum does not deteriorate. If you need to glue something on the boat, I will definitely use epoxy with powder .. but if you need to level it with a putty .. it is easier to level and gives a smoother surface after sanding ..
There are special resins for the repair of aluminum, duralumin, which, according to the statement of the sellers, together with the metal, depending on the temperature, expand or contract. I used it myself in the repair of "Sarepta". There were cracks 5x100mm and 10x150mm at the joints of the side and bottom at a distance of 800mm from the transom, i.e. always in the water. Carried on well, subject to application requirements. I don’t remember the name now. I'll try to find the name at work tomorrow.
> called now I do not remember. I'll try to find the name at work tomorrow.
Good evening.
The invoice says:
1. Resin Ame T35 - the actual resin itself
2. Butanox M50 is a hardener.
The proportion seems to be 1:50. Clean to metal, degrease, dry. I applied a layer of fiberglass, but it is quite specific - the weaving is rare and the fibers are taken out calmly without effort, spilled with resin. After complete drying, I repeated it. The third time I just smeared it with resin.You need to work pretty quickly, because the mixture sets quickly. Important is the shelf life of the components.
I had holes on the P4 at the bottom of the transom. I covered them with epoxy with powder and epoxy putty. Everything falls off due to the non-plasticity of the epoxy. Polyester putty adheres well. But it is hygroscopic. And my hole grew and grew from her
> Good evening.
> The invoice says:
> 1. Resin Ame T35 - the actual resin itself
> 2. Butanox M50 is a hardener.
Does this thing withstand vibration and bending of the case? It's just that one place should be smeared with a thin, 1 mm luminium in total. It bends, in theory, if you push.
> I am engaged in the restoration of a freshly bought cauldron-m. There are a couple of places where you want
> apply surface leveling with epoxy glass cloth.
Is that enough, or can you add more pictures?
But if you only trim the surface, then it is better to use a white filler with fiberglass. Naturally, before applying, sand it with high quality, primer, and then apply.
> But if only to trim the surface, then it is better to use a white putty with
> fiberglass. Naturally, before applying, sand, primer,
> and then apply.
There can be more pictures, they are pleasing to the eye 🙂 But it's even better to add words:
which resin was used and with which plasticizer? What kind of material was riveted on? Most like soaked cardboard 🙂 How long has the boat been sailing after repairs? What kind of soil did you apply? How much resin did it take?
> Good evening.
> The invoice says:
> 1. Resin Ame T35 - the actual resin itself
> 2. Butanox M50 is a hardener.
> The proportion seems to be 1:50. Clean to metal, degrease, dry.
> I applied a layer of fiberglass, but it is quite specific - weaving is rare and
> The fibers are taken out quietly without effort, spilled with resin. After complete drying
> repeated. The third time I just smeared it with resin. You need to work pretty quickly
> since the mixture sets quickly. Important is the shelf life of the components.
Are you sure that this is epoxy. )))))
> Pictures can be more, they are pleasing to the eye 🙂 But it's even better to add words:
> which resin was used and with which plasticizer? What kind of material was
> riveted? Most similar to soaked cardboard 🙂 How long does the boat sail after
> repair? What kind of soil did you apply? How much resin did it take?
1, We clean to bare metal
2, We cover 2-3 layers VL-02 (023)
3, We cover 2-3 layers with a two-component epoxy primer.
4, Apply the required amount of glass mat to the resin,
5, rivet
6, Apply the required amount of fiberglass.
7, Putty with white putty on fiberglass.
8, We clean and paint.
The boat is on the water for 3 years. Not any hint of the epoxy peeling off from the metal.
> 4, Apply the required amount of glass mat to the resin,
How many layers and what density did you take?
As I understand it, I pulled the smallest rivets, right?
> 6, Apply the required amount of fiberglass.
Also, what and what density did you set?
And how much epoxy did it take? I'm now deciding what to take: epoxy glue in small jars, or it's easier to pull 5 kilos at once.
>
>> 4, Apply the required amount of glass mat to the resin,
>
> How many layers and what density did you take?
>
>> 5, rivet
>
> As I understand it, I pulled the smallest rivets, right?
>
>> 6, Apply the required amount of fiberglass.
> Also, what and what density did you set?
>
> And how much epoxy did it take? I'm now deciding what to take: small jars
> epoxy glue, or simply pull 5 kilos at once.
Glass mat is the most dense, so is fiberglass. Draw rivets 4.8mm. Epoxy left + - 5kg.
The layers are not the same everywhere. I smoothed the surface with small pieces of glass mat, then put a couple of layers on top of them in large strips. I riveted on top of fiberglass. There are 6 layers on the stem. On the midship and transom there are 3 layers of fiberglass.
Therefore, it must be either welded or glued. Since only professionals can weld, aluminum glue is a great household option. But for this metal, only special glue is suitable.
Any glue intended for aluminum must contain alkalis and acids in its composition, which destroy its oxide film and increase adhesion, ensuring a strong connection.


With the development of modern technologies, it has become possible to firmly glue aluminum parts together thanks to the cold method.
- Cold welding glue Mastix;
- Sandpaper;
- Alcohol, acetone, or any other degreasing agent.
To glue aluminum together with such glue, it is necessary:
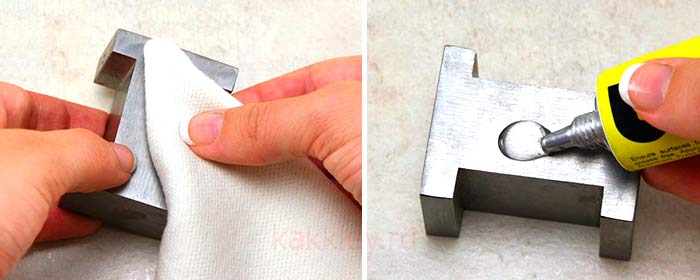
- Use emery paper to clean the surfaces to be connected from rust and dirt;
- Degrease with alcohol or acetone;
- Wait until the surface is dry;
- Cut off the required amount of the core and mix the two components well with your fingers so as to obtain a homogeneous mass in the form of plasticine. The color should be uniform;
- Apply the adhesive mixture to both aluminum surfaces that will be joined;
- Press firmly and fix them for 15 minutes, until the glue hardens.

A two-component epoxy based aluminum adhesive with high adhesion and heat resistance properties.
With its help, aluminum can be glued to other materials with different thermal expansion: stone, porcelain, wood or plastic.
To glue an aluminum surface with other metals and materials, you need to prepare:
- Epoxy heat-resistant glue Moment Epoxy Metal;
- Sandpaper;
- Brush;
- Means for degreasing the glued surface (alcohol or acetone).
After that, you can get to work:
- Sand the surfaces to be bonded with coarse sandpaper to remove dirt and rust;
- Degrease the parts with acetone or alcohol;
- Dry;
- Squeeze out the contents of two syringes of glue (epoxy and hardener) in a 1: 1 ratio into a separate container;
- Mix the epoxy mass and the hardener well with each other with a brush;
- Apply glue with a brush to both aluminum surfaces to be glued;
- Connect the parts and press them tightly for a few seconds;
- Wipe off excess glue immediately with a cloth;
- Wait 30 minutes for the glue mixture to harden.
Although many do not recognize the effectiveness of using glue for aluminum, choosing the right product and performing the glued work clearly according to the instructions, with its help you can achieve the most durable connection.
Moreover, this type of connection can be combined with mechanical fastening.

Minor damages such as scratches, surface chips and abrasions are sufficient to seal up with a putty, which should be carefully cleaned and painted after polymerization.
Polymer clay is a high quality material that is highly flexible and ideal for sculpting.
We start by choosing the flowers that we want to fill and outline the desired outlines of the decoration on paper (the plants should be.
Many DIYers are faced with the phenomenon of uncured areas on the surface of the epoxy coating. When the curing time has passed and almost the entire surface has hardened, some stickiness and softness may remain in some places.
In everyday life, ED-20 epoxy is often a versatile tool that serves both for gluing various types of surfaces and for forming bulk products using fillers. Such a versatile application of epoxy resin is based on its excellent adhesion to both metals and their alloys and non-metallic objects, as well as the strength of the already hardened material to the effects of common solvents (primarily water).
Epoxy is often used to repair fiberglass or aluminum alloy boats. As mentioned above, it has good adhesion to both types of materials, and its ease of use allows you to complete the repair without any specialized equipment (in the case of aluminum, welding in a neutral gas atmosphere) and practically on the shore, where the watercraft was pulled out for drying / inspection.
By itself, any composition based on epoxy resin is a two-component composition - that is, to “set” it, it is necessary to add a small measured amount of the so-called hardener to the selected volume of resin and then thoroughly mix the whole mass to evenly distribute the applied hardener throughout the reaction volume. It is important to understand that the hardener itself does not only serve as a catalyst for the polymerization of the resin, but is consumed in the process of its hardening, "embedding" into the resulting polymer chains. Therefore, a change in the ratio of resin / hardener changes not only the rate of the entire process, but also the final properties of the hardened resin.
If, in comparison with the manufacturer's recommended ratio, take too little hardener, then the reaction mixture may either not cure at all, or have residual stickiness of the surface, which will not self-remove over time. If you do the opposite and take too much hardener, then the reaction mass will not only get very hot and harden too quickly, but it will also end up being too fragile. If the resin is required to remain springy-elastic after curing, then for these purposes the manufacturers of epoxy compositions recommend using special plasticizer additives introduced into the reaction mass before curing - and their ratio in the final mass should also not go beyond the recommended limits.
Aluminum and its alloys are one of the most widespread metals in the modern world. It has a lot of advantages, thanks to which it gained popularity, but its use is marked by a number of disadvantages. In particular, the problem of fasteners becomes a stumbling block.
Due to its softness, this metal does not hold up well with conventional bolted joints. It can be welded with argon, but this requires sophisticated equipment and a skilled technician who may not be on hand.
Therefore, in many cases, especially when no special requirements for tensile strength are imposed on the joint, cold welding for aluminum comes to the rescue.
In fact, the term "cold welding" refers to two different in nature ways of connecting aluminum parts to each other.
The first, often used in factory conditions, is based on the principle of diffusion, that is, the interpenetration of molecules of two solids in contact with each other. Diffusion is, in principle, characteristic of many metals, and in some (aluminum, copper and some others) the process is faster than in others.
This process is initiated by pressure. Under the influence of pressure, the molecules of two different aluminum parts seem to "mix" with each other, new intermolecular bonds are formed, and a sufficiently strong seam is formed.
Another method of joining aluminum parts is gluing. It is glue for aluminum that most people most often associate with the very concept of cold welding.
How to glue aluminum to aluminum? Basically, various two-component compositions are used, the basis of which is epoxy resin. An additional component that provides strength and adhesion to metals is fine steel powder, which is added to the epoxy base immediately before use.
Such adhesives can be produced in various states of aggregation - both in liquid or semi-liquid form, close to the gel or the actual resin, and in the form of mastic - a plastic-like mass, from which rectangular or cylindrical bars are formed.
Each block consists of two substances that are not mixed with each other. Mixing, which activates the adhesive properties of the mastic, takes place in a person's fingers just before application.
The first method - cold pressure welding - is more often used when stamping parts in a factory.
Its main advantage is that the seam is formed from the same material as the parts, this reduces the cost of conveyor production and allows the formation of joints that are close in strength to cast parts.
Cold welding of aluminum under pressure is, one might say, high-temperature. It allows parts to withstand the same heat levels as pure aluminum.
Advantages of deformation welding:
- withstands large temperature drops;
- withstands great pressure (but not more than the metal itself can withstand);
- shows resistance in aggressive environments;
- does not emit harmful substances into the environment.
The main disadvantage is only the need to use special equipment for such welding.
There are three main ways to do this:
In the first case, two parts are joined in a joint-to-joint press and are strongly compressed along the longitudinal axis.
In this way, elements with a local joint area (small size) can be welded. It is necessary to take into account the process of "loss" of material after compression: for example, when welding two pieces of aluminum reinforcement in this way, their total length will be 5-7% less than the total length separately.