
In detail: do-it-yourself repair of aogv zhukovsky from a real master for the site my.housecope.com.
Telephones for communication:
Operator: 8 (495) 506 81 52
Master: 8 (903) 297 35 57
Didn't get through?
8 (909) 240 90 51
127224 Moscow
st. Severodvinskaya 13

Repair of the automatic system of the gas boiler AOGV-17.4-3
Gasification of Russian settlements has been going on at a rather intensive rate recently. The main element of the equipment that is installed in every rural house is a gas boiler. The author of this material shares his experience in repairing the automation of the popular in rural areas gas boiler AOGV - 17.4-3 produced by the Zhukovsky Mechanical Plant.
Purpose and description of the main units of AOGV - 17.3-3.
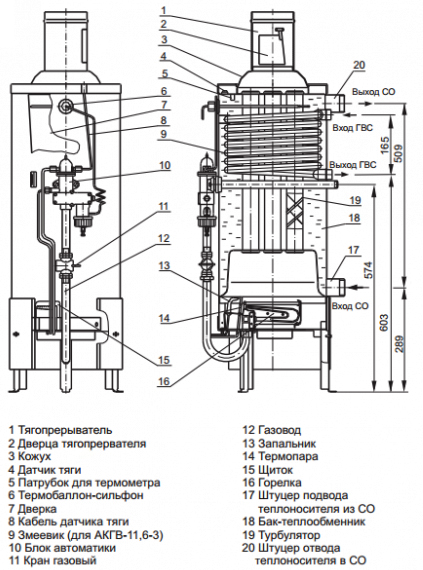
The appearance of the heating gas boiler AOGV - 17.3-3 is shown on rice. one , and its main parameters are given in the table.
Its main elements are shown in rice. 2 ... The numbers in the figure indicate: 1-type breaker; 2- thrust sensor; 3-wire of the traction sensor; 4-start button; 5-door; 6- gas solenoid valve; 7-adjusting nut; 8-tap; 9-storage tank; 10-burner; 11-thermocouple; 12- igniter; 13-thermorigulator; 14-base; 15- water supply pipe; 16-heat exchanger; 17-turbulator; 18- bellows assembly; 19-water drainage pipe; 20-door traction interrupter; 21-thermometer; 22-filter; 23-cap.
The boiler is made in the form of a cylindrical tank. On the front side there are controls, which are covered with a protective cover. Gas valve 6 (fig. 2) consists of an electromagnet and a valve. The valve is used to control the gas supply to the igniter and burner. In the event of an emergency, the valve automatically shuts off the gas. Traction breaker 1 serves to automatically maintain the vacuum value in the boiler furnace when measuring the draft in the chimney. For its normal operation, the door 20 should freely, without jamming, rotate on the axis. Thermostat 13 designed to maintain a constant water temperature in the tank.
| Video (click to play). |
The automation device is shown in rice. 3 ... Let us dwell in more detail on the meaning of its elements. Gas passing through a purification filter 2, 9 (fig. 3) enters the solenoid gas valve 1... To valve using union nuts 3, 5 traction temperature sensors are connected. The ignition is ignited when the start button is pressed 4... On the body of the thermostat 6 there is a setting scale 9... Its divisions are graduated in degrees Celsius.
The value of the desired water temperature in the boiler is set by the user using the adjusting nut 10... Rotation of the nut leads to linear movement of the bellows. 11 and stock 7... The thermostat consists of a bellows-thermoballoon assembly installed inside the tank, as well as a system of levers and a valve located in the thermostat housing. When the water heats up to the temperature indicated on the dial, the thermostat is triggered, and the gas supply to the burner stops, while the igniter continues to work. When the water in the boiler has cooled down for 10 . 15 degrees, gas supply will resume. The burner ignites from the pilot flame. During the operation of the boiler, it is strictly forbidden to adjust (reduce) the temperature with a nut. 10 - this could damage the bellows. It is possible to reduce the temperature at the setpoint only after the water in the tank has cooled down to 30 degrees. It is forbidden to set the temperature on the sensor above 90 degrees - this will trigger the automatic device and turn off the gas supply. The appearance of the thermostat is shown in (fig. 4) .
Actually, the procedure for turning on the device is quite simple, and besides, it is described in the operating instructions. And yet, consider a similar operation with a few comments:
- open the inlet gas supply valve (the valve handle should be directed along the pipe);
- press and hold the start button. At the bottom of the boiler, a hiss of escaping gas will be heard from the pilot nozzle. Then ignite the igniter and after 40. 60 and release the button. This time delay is necessary to warm up the thermocouple. If the boiler has not been in operation for a long time, the igniter should be ignited 20.30 s after pressing the start button. During this time, the igniter will be filled with gas, displacing the air.
After releasing the start button, the igniter goes out. A similar defect is associated with a malfunction of the boiler automation system. Note that it is strictly forbidden to operate the boiler with the automatics turned off (for example, if you forcibly jam the start button in the pressed state). This can lead to tragic consequences, since with a short-term interruption of the gas supply or when the flame is extinguished by a strong air flow, the gas will begin to flow into the room.
To understand the causes of such a defect, let's take a closer look at the operation of the automation system. In fig. 5 shows a simplified diagram of this system.
The circuit consists of an electromagnet, a valve, a draft sensor and a thermocouple. To turn on the igniter, press the start button. The stem connected to the button presses on the valve membrane, and the gas begins to flow to the igniter. After that, the igniter is ignited.
The pilot flame touches the temperature sensor housing (thermocouple). After some time (30.40 s), the thermocouple heats up and an EMF appears at its terminals, which is sufficient for the electromagnet to operate. The latter, in turn, fixes the stem in the lower (as in Fig. 5) position. The trigger can now be released.
The thrust sensor consists of a bimetallic plate and a contact (fig. 6). The sensor is located in the upper part of the boiler, near the flue gas outlet pipe to the atmosphere. In the event of a pipe blockage, its temperature rises sharply. The bimetallic plate heats up and breaks the voltage supply circuit to the electromagnet - the rod is no longer held by the electromagnet, the valve closes and the gas supply stops.
The arrangement of the elements of the automation device is shown in Fig. 7. It shows that the electromagnet is covered with a protective cap. The wires from the sensors are located inside the thin-walled tubes. The tubes are attached to the electromagnet using union nuts. The body terminals of the sensors are connected to the electromagnet through the body of the tubes themselves.
The check during the repair of a gas boiler begins with the "weakest link" of the automation device - the draft sensor. The sensor is not protected by a casing, therefore, after 6.12 months of operation, it becomes "overgrown" with a thick layer of dust. Bimetal plate (see fig. 6) quickly oxidizes, which leads to poor contact.
Remove the dust coat with a soft brush. Then the plate is pulled away from the contact and cleaned with fine emery paper. It should not be forgotten that the contact itself must be cleared. Good results are obtained by cleaning these elements with a special spray "Contact". It contains substances that actively destroy the oxide film. After cleaning, a thin layer of liquid lubricant is applied to the plate and contact.
The next step is to check the integrity of the thermocouple. It operates in a severe thermal mode, since it is constantly in the igniter flame, naturally, its service life is much less than the rest of the boiler elements.
The main defect of a thermocouple is burnout (destruction) of its body. In this case, the transient resistance at the place of welding (junction) sharply increases. As a result, the current in the Thermocouple - Electromagnet circuit.
The bimetallic plate will be below the nominal value, which leads to the fact that the electromagnet can no longer fix the rod (fig. 5) .
A low value of thermo-EMF generated by a thermocouple can be caused by the following reasons:
- clogging of the ignition nozzle (as a result, the heating temperature of the thermocouple may be lower than the nominal)."Treat" a similar defect by cleaning the pilot hole with any soft wire of a suitable diameter;
- by shifting the position of the thermocouple (naturally, it may not heat up enough either). Eliminate the defect as follows - loosen the screw that secures the liner near the igniter and adjust the position of the thermocouple (Figure 10);
- low gas pressure at the boiler inlet.
If the EMF at the terminals of the thermocouple is normal (while maintaining the signs of malfunction indicated above), then the following elements are checked:
- the integrity of the contacts at the connection points of the thermocouple and the draft sensor.
Oxidized contacts must be cleaned. The union nuts are tightened, as they say, "by hand". In this case, it is undesirable to use a wrench, since you can easily break the wires suitable for the contacts;
- the integrity of the electromagnet winding and, if necessary, solder its conclusions.
The performance of the electromagnet can be checked as follows. Disconnect the thermocouple lead. Press and hold the start button, then ignite the igniter. From a separate source of constant voltage to the vacated contact of the electromagnet (from the thermocouple), a voltage of about 1 V is applied relative to the case (at a current of up to 2 A). To do this, you can also use a regular battery (1.5 V), the main thing is that it provides the required operating current. The button can now be released. If the igniter is not extinguished, the electromagnet and the thrust sensor are in good working order;
First, the force of pressing the contact to the bimetallic plate is checked (with the indicated signs of malfunction, it is often insufficient). To increase the clamping force, release the lock nut and move the contact closer to the plate, then tighten the nut. In this case, no additional adjustments are required - the pressure force does not affect the sensor response temperature. The sensor has a large margin for the angle of deflection of the plate, ensuring reliable breaking of the electrical circuit in the event of an accident.
It is not possible to ignite the igniter - the flame flares up and immediately goes out.
There may be the following possible reasons for such a defect:
- closed or faulty gas valve at the boiler inlet,
- the hole in the ignition nozzle is clogged, in this case it is enough to clean the nozzle hole with a soft wire;
- the pilot flame is blown out due to the strong air draft;
- low gas pressure at the boiler inlet.
The gas supply is cut off when the boiler is in operation:
- actuation of the draft sensor due to blockage of the chimney, in this case it is necessary to check and clean the chimney;
- the electromagnet is faulty, in this case the electromagnet is checked according to the above method;
- low gas pressure at the boiler inlet.
Our company carries out maintenance and repair of boilers AOGV (AKGV) produced at the Zhukovsky machine-building plant, JSC "Borinskoye" in the Lipetsk region and the Rostov plant "Rostovgazoapparat". Our certified specialists will repair any model of the AOGV boiler quickly and with a guarantee in Moscow and the Moscow region.
Maintenance of boilers is not only a standard cleaning of boiler elements from burning and scale, but also diagnostics of basic malfunctions, which often become the causes of malfunctions.
Our service center will carry out maintenance and repair of wall-mounted and floor-standing boilers AOGV of all models Comfort, 11.6, Station wagon, Economy, Eurosit, 13.5, BEETLE, Gazovik, RGA, 12PE, 7PE, SABK, Leader, SN, Alaska... Certified engineers will carry out high-quality repairs of any complexity (from external cleaning to replacing the boiler body section) at affordable rates, with the provision of warranty obligations.
Prices for the repair of gas boilers AOGV (cost of departure and diagnostics).
The daily rate is valid from 8:00 to 19:00 from Monday to Friday. The weekend rate is valid on weekends and public holidays. With an increased load of the service center at night and in the evening, an additional multiplying factor can be introduced for work. The size of the coefficient is negotiated by the operator when placing an application.
Free consultation by phone: 8 (495) 364-01-98
Our logistics department is responsible for keeping all the necessary spare parts in stock for urgent service and repairs. Maintains strong trusting partnerships with suppliers of AOGV boilers and accessories.
Most often, the repair of gas boilers AOGV is necessary in the following cases:
- increasing the level of vibration and noise in the boiler;
- sharp jumps in the pressure of the coolant in the system;
- an increase in the level of gas consumption at standard power indicators of the unit;
- decrease in temperature indicators received at issue;
- the boiler displays errors on the display;
- does not turn on after voltage drops in the network.
- interruptions in the operation of automation;
The experience of our service engineers suggests that if you apply for qualified assistance in a timely manner, it is possible to do with minor repairs, otherwise the purchase of a new part may be required, which significantly increases the cost of repair work.
When ordering the repair of AOGV boilers in Moscow or the Moscow region, you can contact our company that performs service, both boilers and other heating equipment. Our masters are familiar with all known models of boilers of popular brands, so repairs are carried out promptly, with a confirming quality guarantee.
Our service center carries out the most quickly and efficiently diagnostics and repairs of AOGV boilers. Due to the fact that each district of the Moscow region has its own master, the time of arrival to the customer is usually no more than three hours from the moment of contacting our dispatch service. We provide service and repair in all districts of the Moscow region: Odintsovo, Aprelevka, Krasnoznamensk, Golitsino, Zvenigorod, Krasnogorsk, Nakhabino, Istra, Dedovsk, Khimki, Zelenograd, Solnechnogorsk, Dolgoprudny, Lobnya, Dmitrov, Mytishchi, Pushkino, Korolev, Ivanteevka, Shchelkovo, Fryazino, Dolgoprudny, Reynashikh, Balashikh Elektrostal, Staraya Kupavna, Saltykovka, Lyubertsy, Zhukovsky, Bronnitsy, Ramenskoye, Dzerzhinsky, Lytkarino, Vidnoe, Domodedovo, Shcherbinka, Podolsk, Kommunarka, Troitsk, Moskovsky and all of New Moscow.
Here is a complete description of the gas valve bulkhead. Economy for the gas boiler AOGV Zhukovsky. And in all our subsequent work with you, regarding the diagnosis of unit malfunctions, we will constantly refer to this article in order to get to the true cause of the boiler malfunctioning and quickly defeat the cold making its way into the house.
So! To begin with, let's look at the insides of the valve in the first small diagram, by the way, kindly provided to us by the Zhukovsky plant. It is not entirely comfortable, but nonetheless.
How does a gas valve work?
1. Starting the igniter. Push the button of the solenoid valve (22). When pressed, the valve needle will push down through the sealed diaphragm (25) onto the stem of the upper valve (24) and the gas, through the slots in the seat (the seat is not shown in the diagram) of the upper valve (24) will rush into the hole leading to the pilot. It should be noted right away that the position of the top valve (24) is normally closed. If the button is released, the spring will push it back. And the position of the bottom valve is normally open. Another spring opens it until it is closed when the boiler is heated by the “accordion” expansion of the temperature of the bellows-thermocylinder. The O-ring (28) is a sealed gasket between the top valve seat and the body of the block.After the igniter has lit up, the thermocouple has heated up, and we have released the valve button (22), which has remained in the pressed position, you can proceed to start the main burner.
On gas boilers AOGV Econom, a gas valve is cut into the gas pipeline between the gas block and the burner. When starting the igniter on a cold boiler, this gas cock must be closed. This is to ensure that the gas does not split between the igniter and the burner. To ignite the igniter confidently. We open the tap, the burner lights up. If the boiler starts up hot, then the lower valve of the block can be closed. It is kept in this state by a warmed-up thermowell-bellows. In this case, the main burner will start when the temperature control knob is turned in the direction of increasing the temperature.
2. Setting and adjusting the operating temperature. After the burner has lit up and the boiler has started to work, the question arises, what will happen next? Then the following happens. The lower valve (23) on a cold boiler is always initially normally open, because it is squeezed out by a spring. This valve will close only when the “accordion” of the bellows-thermo bulb, expanding when the set temperature is set, presses with its stem, which goes inside the valve body, through the seal (27) on the lever, which will begin to close and close the lower valve (23), and the burner will go out. By turning the knob of the temperature regulator of the bellows-thermal bulb, you are able to set any temperature within the permitted range, i.e. to enable the “accordion” of the bellows-thermal bulb to press on the stem and close the lower valve both at + 35C and + 90C.
3. Idling. When the lower valve (23) is closed, gas access to the boiler burner is closed, and the boiler remains operating only on the igniter. Transferring heat to the heat carrier of the heating system, the boiler gradually cools down. The "accordion" of the thermal bellows gradually shrinks. The spring of the lower valve (23) tends to push it down, to the open position, and when the spring force is higher than the force of the “accordion” of the bellows-thermal bulb, the valve will move and open the gas access to the burner, which will “light up” from the igniter flame. With the scheme finished.
Now so. Everything that you will see here now represents the foundation on which the correct diagnosis of any malfunction can only be built.associated with the operation of the gas valve AOGV Econom. All other assumptions not based on this knowledge are usually wrong. They either entail absolutely useless waste of time and money, and if successfully implemented, they still do not provide reliability. And the Econom valve is a great and extremely reliable thing. Make sure now.
Functionally, the block consists of two parts. Top and bottom. The first part, the top one, is the hardest part. We need two things: attention and accuracy. There is no rush.
Top part. Remove the solenoid valve from above. When separating the valve, we hold the needle sticking out downward so that it does not fall out. (More details here.)
We take out the rubber membrane. She sits pretty tightly. We are not afraid! Carefully, so as not to damage, we pick it out from there.
Under the membrane we see a plastic cap, into which, when pressed, the needle of the solenoid valve rests. We take out the cap.
Next, we see the upper inner sleeve. The sleeve sits loosely. We take it out. When we take it out, we see that the bushing has a hole for the passage of gas inside our gas block.
This is the hole. When reassembling, these holes, of course, must be aligned. Next, we see a sealing rubber ring between the block body and the upper valve seat. The top valve, when pressed, allows gas to the pilot. The saddle has slots. It is through these slots that the gas goes down, and with the upper valve open, it goes to the igniter. We take a screwdriver and pry this thing right behind the slots.
The top valve seat and the top valve itself are in our hands.If the gas goes down through the slots in the seat, we understand that the working surface of the upper valve is in contact with the seat from below. After that, calmly take out the lower sleeve and see a hole in it. Where does it lead to? Right. To the igniter. This hole is located clearly opposite the fitting, onto which we then screw the boiler igniter nut.
If we look inside the block after all the above manipulations, we will see the bottom valve seat with holes for gas passage to the main burner.
For a more complete understanding, we give a small layout of the elements in the next photo.
1. Bottom valve seat O-ring. Should be between block body and bottom valve seat.
2. Hole through which gas initially enters the unit. This hole must be aligned with the hole in the top bushing. otherwise, the gas simply will not enter the block.
3. These are the holes in the bottom valve seat for the gas to pass to the main burner.
5. Fitting leading gas to the igniter.
6. A hole allowing gas to pass to the igniter. It must be aligned with the hole in the lower bushing of the block.
It should also be noted that at the gas inlet to the block, in the place where the entire block is attached to our boiler, a mesh filter is installed at the inlet.
Now let's move on to the second half of our block.
Bottom part. Remove the valve cover by unscrewing 6 screws.
An amazing picture arises before our eyes that answers the question "What is an Economy gas valve?" Answer: Nothing! The word "Nothing" is meant in an exclusively joyful and positive aspect. I mean its simplicity, accessibility to understanding, even if you like - the beauty of the solution. And most importantly, the independence of the operation of this device from anything. We prove our words.
1. This is a gas pipe through which gas flows to the main burner of the boiler when the lower valve is opened.
2. This is the bottom valve itself. Moreover, it is worth noting that its working surface is on top. That is, when closed, the valve is firmly pressed against the upper seat. The bottom valve is now open, as we filmed it all on a cold boiler.
3. Lever. We call this the bottom valve rocker.
4. A very important thing. A pin resembling an ordinary nail.
5. Sylphion-thermocylinder stem.
Now let's get back to the question of how our gas valve works.
1. Starting the igniter. The start and operation of the igniter belongs entirely to the upper part of the gas block. Pressing the button, starting the gas, igniting the igniter, heating the thermocouple and, as a result, fixing the button in the pressed position refers to the operation of the upper valve, thermocouple, solenoid valve and that's it.
2. Setting and adjusting the operating temperature. As we can see from the photo taken on a cold boiler, the bottom valve is always open. Those. when you press the button and start the gas to the igniter, part of the gas will go to the burner. To prevent this from happening, there is a gas cock between the gas block and the burner. By the way, this tap is present only at the boilers of the Zhukovsky plant. And then so. See that the stem of the thermal bellows (5) is missing to the rocker arm (3)? When the boiler reaches the preset temperature, the “accordion” of the bellows-thermo-bulb starts to move apart, pressing on the rocker arm, it will displace the lower valve (2) until it is completely closed. When gas access to the burner is completely closed by the lower valve, the boiler remains at idle speed. Only the igniter works. When the boiler cools down, the “accordion” is compressed, and the lower valve is slightly opened by a spring installed on the valve stem. The burner starts up.
Let's continue. We take the pliers and easily remove the rocker pin. By the way, over time, it starts to jam. Lubricate it or replace with any nail that fits the diameter. We remove the rocker with a screwdriver towards ourselves. As soon as we release the rocker arm, the bottom valve will fall down.
We take the lower valve in our hands. It is no different from the top, except for the length of the stem. Want to change your aperture? It's easy.We pull off the ring that fixes and at the same time tightens the diaphragm.
In this photo, you can clearly see the trace of castor oil to see where the working surface of the valve is in order to evenly tighten the diaphragm with the ring.
So. There is still one thing left. Replacing the stem seal of the thermal bellows assembly. We take out the stock with pliers. We pick out the gum of the seal with a thin screwdriver. We just take it out. We see the place where it lies. We put a new one.
See also here what to do if the temperature regulator knob is jammed in the Economy ZhMZ block
When reassembling, do not forget to align the holes on the bushings with the working holes of the igniter and gas inlet to the block.
Prologue. There is no device in the world that is simpler and more reliable than this thing. It is a pity when we are forced to bring and sell assembled gas valves, instead of unscrewing 10 screws (4 for the magnetic box and 6 for the valve cover), go over, find and see the malfunction and do everything 10 times cheaper than it costs in a new form at the factory.
Golden Rule. In gas technology, problems are not shut up only with money! They are also solved with the head. You can spend money, and the effect of this will be ZERO. It is clear that it is difficult to adapt to this. Well, actually, the article was written for this. )))))
Promise. We personally with you, with our own hands, a little later, will definitely pick (and there is no doubt about that) a couple of imported valves. So that someone does not yell at us about how this valve is more reliable than the valve that we just disassembled.
Professional repair and maintenance Installation of air conditioners refueling, with departure to you. Available. ...
The most common way to heat a private house, cottage or apartment is to install a gas boiler. Manufacturers offer a huge selection of heating gas boilers, both Russian and foreign-imported. To learn more, in the context of the sanctions announced by Russia, about the advantages and disadvantages of using domestic gas equipment will allow an overview of Zhukovsky gas heating boilers AOGV, reviews and recommendations of the owners. We are repairing gas boilers Zhukovsky, you can contact; repair of gas boilers
Zhukovsky Mechanical Plant - the beginning of the plant's activities with the production of metal structures in 1939. Now ZhMZ specializes in and manufactures industrial and household gas devices. The products are in demand, since their cost is much lower than imported counterparts, especially now when the dollar is worth 74 rubles. All floor-standing gas boilers of the Zhukovsky Mechanical Plant (ZhMZ) have an automation unit for easy start-up, a temperature and built-in overheating sensor to prevent fire hazardous situations. Gas boilers are equipped with control and safety systems: in the event of a lack of flame, a violation of draft or low pressure, the gas supply stops.
Model range of equipment
Zhukovsky plant produces units of two types: AOGV (heating gas) and AKGV (combined). The first is a single-circuit boiler, which is used exclusively for heating residential and industrial buildings. The second is a double-circuit analogue, it is designed not only to heat the house, but also to provide hot liquid.
Water acts as a coolant for AKGV, and AOGV is used for household antifreeze. Each boiler model is presented in 3 modifications:
- Economy - includes: tubular heat exchanger, domestic automation, temperature sensor.
- Standard - in addition to the functions provided for in Economy, it has: an imported automation unit, a modulation mode for the burner power and a liquid overheating sensor.
- Comfort - having all the advantages of the Economy class, they are additionally equipped with: imported automation, modulation mode of the burner power, remote control of a gas boiler, room thermostat and a system for maintaining a predetermined temperature regime, protection against water overheating.
In addition to design features and various configurations, they differ in appearance: Economy and Standard versions are cylindrical, and Comfort is square.
The heating equipment of the Zhukovsky plant has the following characteristics:
- Natural or liquefied gas is used as fuel.
- The water pressure in the system is 100 kPa.
- Gas consumption depending on the model: natural - 1.3-3.8 m3 / h; liquefied - 0.86-2.17 kg / h.
- The diameter of the gas pipeline is 117-140 mm.
- AOGV devices are produced with a capacity of 7 to 23.2 kW, which makes it possible to heat rooms with an area of 25 to 200 m2. AKGV boilers include appliances from 11.6 to 23.2 kW and allow heating 50-200 m2.
Despite the good quality of the products, the cost of gas boilers produced by JSC Zhukovsky is significantly lower than that of European counterparts with the same characteristics, and averages 20,000 rubles.
Pros and cons of Zhukovsky boilers
The range of heating equipment is quite diverse. Domestic and imported models are presented on the market. Foreign boilers look more attractive, but their prices are much higher. However, the competitiveness of Zhukovsky devices is due not only to cost, but also to the presence of such advantages:
- Ease of operation.
- High efficiency.
- Ease of installation.
- Durability.
But there are also reasons to give preference to other equipment:
- Weak automation.
- Large overall dimensions and weight of the boiler.
- Out-of-date appearance.
- Steel heat exchanger instead of cast iron.
Average cost of popular models
The price for Zhukovsky boilers is available and depends on the selected series: Economy, Standard or Comfort. The power indicator also affects the cost of equipment: the higher it is, the more the unit costs.
Gas boilers AOGV-11.6-3: instructions for use
In Russia and throughout the post-Soviet space, along with the old "Soviet" heating boilers AGV, gas boilers AOGV-11.6-3 Rostov or Zhukovsky are widespread and various reviews. These devices run on gas, and it is known to be the cheapest type of fuel today. In addition, AOGV boilers are quite unpretentious and do not require any special conditions for their operation.
In this article, we will try to understand the AOGV boilers, what it is, consider the technical characteristics of the AOGV-11.6 non-volatile gas heating boilers, disadvantages, prices and draw up instructions for use for ourselves.
AOGV what is it
To many of those who are puzzled by the purchase of a gas boiler AOGV, at first such a name of the boiler may seem incomprehensible. In fact, everything is simple.
AOGV is an abbreviation, its decoding is Gas Water Heating Heating Apparatus. The number after this abbreviation indicates the capacity of the gas boiler. For example, the decoding of the abbreviation AOGV-11.6 indicates that this gas heating device has a capacity of 11.6 kW, AOGV-17.4, respectively 17.4 kW, etc.
Consider boilers AOGV using the example of popular boilers manufactured at the plant in the city of Zhukovsky, produced by ZhMZ.
AOGV-11.6-3 boilers of the Comfort, Universal and Economy series
Non-volatile gas boilers AOGV-11.6-3 are designed for heating a private house, garage or other premises. Available in floor-standing version only. Domestic versions of gas boilers have a range from 11 to 29 kW of power. The main fuel for the AOGV boiler is natural gas.
The water is heated using a gas burner located under the heat exchanger tank at the bottom of the boiler. When replacing the gas burner nozzles, it is possible to use the boiler with liquefied gas. The boiler body and heat exchanger are made of steel. The heat exchanger for heating water has a tubular structure, which contributes to its fairly high efficiency.
The inlet and outlet fittings for connecting the heating agent are located on the back of the boiler body. The diameter of these fittings is 40 mm or 1 1/2 inches. Below is the "return", at the top - "straight".The flue duct is connected to the upper part of the AOGV boiler body, the diameter of the flue must be at least 120 mm.
The boilers are produced both single-circuit and double-circuit: under the name AKGV-11.6-3. The latter are intended for both heating and hot water supply.
Double-circuit gas boilers AKGV with a power of 11 kW will give you 4-5 liters of warm water per minute. This, of course, is enough, for example, to wash your hands or dishes, but no more.
What is the difference between floor-standing gas boilers AOGV
So, in everyday life, heating boilers AOGV-11.6-3 of the Economy and Universal series are most common. The main difference between these series lies in the types of automation installed on the boilers.
Gas boilers AOGV-11.6-3 Economy have domestic automation. The operation of this boiler is controlled by a thermostat handle and an electromagnetic valve, to which a draft sensor and a thermocouple are connected.
The thermocouple is an important element of the AOGV gas boiler automation. It is made of copper and resembles a thick bar in shape. Serves to control the presence of a flame on the igniter. If the thrust level decreases, the thrust sensor is triggered and the solenoid valve shuts off the gas supply.
Boiler automatics AOGV-11.6-3 series Economy
Boiler AOGV-11.6-3 Station wagon with Sit automation
The AOGV and AKGV boilers of the Comfort series are equipped with American Honeywell automation, which also has a built-in piezoelectric element, but a slightly different design.
Advantages of boilers AOGV-11.6-3
- the ability to work in systems with natural and forced circulation
- compatible with any material of which the heating system is made (steel, cast iron, polypropylene, metal-plastic)
- the ability to work on natural and liquefied gas
Disadvantages of AOGV boilers
- outdated automation on boilers of the Economy series
- it is difficult to find spare parts if you need to replace them in case of a malfunction
- quite high price compared to competitors
AOGV-11.6 boilers: product price
To date, the purchase of a single-circuit gas boiler of the Economy series will cost 11-12 thousand rubles, the Universal series 13-14 thousand. The price is indicated as of September 2014.
In this article, we have compiled instructions for boilers AOGV-11.6-3, disassembled the principle of operation, the main advantages and disadvantages, as well as technical characteristics and prices. And in conclusion, let's watch a short video review.
As you know by the rules of the gas industry, the operation of faulty gas cats is prohibited. There are enough service organizations for the repair and maintenance of AOGV, which for a relatively low cost will provide technical support and service for your heater throughout the year. When the owner of the Zhukovsky AOGV repairs it with his own hands, it is always more expensive than a qualified repair.
The AOGV (AKGV) boilers of the Zhukovsky plant are produced for household use as non-volatile, which makes it possible to use these heating units with natural circulation in any private houses and dachas throughout the Moscow region, in New Moscow and beyond in adjacent areas of the Central Federal District. Representative offices of AOGV ZhMZ operate practically throughout the Moscow region, including the most remote district villages, where they work on a professional basis with teams of trained service engineers. Technical support centers.
Experts of our company advise avoiding independent mechanical intervention during a malfunction of an electrically independent gas unit, since not every even a trained specialist will be able to fix a malfunction of a gas apparatus, the automation of which operates on an internal current and requires specialized knowledge of this subject. Do not under any circumstances disassemble the gas valve and do not remove the burner (wick, thermocouple, etc.) yourself, this will definitely not help anyone in an emergency situation when the heating unit stops.
Specific gas settings and their knowledge, team experience and mutual assistance, especially in winter when the AOGV gas boiler fails, will put everything in place. And, kindly request, if you have already tried to do the repair of the armament with your own hands, inform the duty engineer about this when submitting an application for repair. It is impossible to hide this kind of action from a specialist, but by reporting any damage, you give the foreman the opportunity to know the full picture of what is happening before going to your house, and to be thoroughly prepared to solve the repair problem.
| Video (click to play). |
Contact us, there is no hesitation, even if you are a service specialist of a third-party organization, and the situation with the adjustment of the ARV has reached a dead end. Yes, it happens.














