
In detail: do-it-yourself k750 engine repair from a real master for the site my.housecope.com.
Pages 1
To send a reply, you must login or register

- Brom
- Passerby
- Inactive
- Name: Dmitry

- Where: Odessa
- Registered: 29-10-2015
- Posts: 5
- Reputation: 5
I've just started to delve into the topic of opposites and came across an interesting user on YouTube "MOTO SAN" he capitalizes the engine of the M-72 (K-750) motorcycle, maybe anyone will be interested and useful in his videos. (Collected in one pile)
Edited by Brom (09-01-2016 13:41:41)
- Ghost rider
- Ghost rider
- Inactive
- Name: Roman 34RUS

- Where: Volgograd region Krasny Yar.
- Registered: 15-01-2012
- Posts: 3 581
- Reputation: 105
- Motorcycle: M-72, Stels Skif 50 2T, VAZ 21113.
O! Just in the subject! I am planning to sort out my K-750 engine soon. A couple of days ago I downloaded this man's video about removing the crankshaft from this engine.
- NEXt
- Experienced
- Inactive
- Name: Alexander

- Where: Vladimir
- Registered: 26-05-2015
- Posts: 102
- Reputation: 28
- Motorcycle: Little by little!
He is a very smart guy, I watch all his videos, he still has the main channel for car repair, Alexander Skripchenko, a lot of interesting things and in detail to the point of a toothache, I recommend it to everyone!
Pages 1
To send a reply, you must login or register
My motorcycle Engine Repair Motorcycle M-72, K-750, Dnepr-12, Ural-Molotov, BMW Replika, MW-750 Reparatur Motorrad-Motor M-72, K-750, Dnepr-12, Ural-Molotov, BMW Replik, MB-750
I always watch these videos. a lot of useful things even for me, a person who has been dealing with motorcycles for a long time. now I am restoring m 72 1952. interested in the experience of restoring the support part of the steering column of the frame. Places in the frame for bearings are broken into the trash. who have experience of restoring this place.
| Video (click to play). |
My heads are also twisted with 4 face bolts, but on the camshaft there is no bearing, there are just duralumin bushings or something like that. And on the pistons I have oil scraper rings from the top and bottom, and you have only one on top. It turns out that my engine is older than yours. ?
Hello Alexander, what will be the fate of this engine in the future?
the back cover to 750 needs to be given to the turner, he will cut off the bead of the felt gland and the gland is freely placed there 50 70 I did this to myself in the Urals in 90 g
and I bought the same one with a chopper and carburetors and gearboxes
In 39, the USSR bought 10 BMW R71 and a license for their production. P.S: Where can you find 76 gasoline in Russia? 80 is gone, not like the 76th
The author is well done, good and informative videos on the repair and refinement of "our" equipment. Even though I don't have my own transport now, I watch with pleasure and learn a lot of useful things. Especially useful for beginner auto-moto lovers. I look forward to continuing about the repair of the M72 engine
What a pronounced piston here)))))
Hello. please tell me what to do if oil runs out from under the screws. if the thread is through. in this video you talked about such a leak from under the distributor cover fastening.
it is striking that the ancient Soviet technique is a copy of the German one. By the way, I saw Soviet metallurgical magazines of the 30s - there are completely advertisements of German products of those times.
your voice is not heard, but the noises that are not needed can be heard, especially the table, iron
Will the GMR gear wheel from the Dnieper motorcycle fit the Ural motorcycle, well, more precisely, it will fit, can it be configured as the Ural one
how will he build 2 cylinders from him only if one is
Thank you for the good video.
I put 207 two-row self-centering
A przednia podpora od walu oberwana :)))
Super díky za videa Mirek Czech rep.
Cool puller. Almost universal
Thank you for a nice and detailed video! Question on the subject of the shifter. In my k .750, the shifter is springy. what to do to stay in a position earlier or later. Thanks for the answer Paul
Hello, can you take a photo of your puller with which you removed the timing gears, and its dimensions, I can't find one?
Good afternoon, is there a reason why the clockwork kicks in the K-750?
The 1962 K-750 motor needs to be repaired.Do you accept orders for engine repairs?
Please tell me what kind of oil to pour into the cacique?
hello Alexander write your phone number but my number is 8928-941-61-58
Hello gentlemen! This material is devoted to the repair of the power unit of a heavy motorcycle K750. Domestic motorcycles of the Soviet period are less and less often found on the streets of villages and, especially, cities. It is a great success to see a preserved specimen in the factory configuration, since the vast majority are mercilessly altered by the owners to their taste and requirements.
Each produced model of the Kiev and Irbit factories had a number of flaws and technical flaws. Naturally, all the shortcomings could have been corrected even before the assembly line, but, as practice shows, the factory workers shouldered these troubles on the shoulders of the consumer. It is unfair to blame the workers and engineers, since the main stumbling block in the development of the domestic motorcycle industry is the short-sightedness of the management apparatus. And the production and development of motor vehicles has never been a priority.
Today, the Internet resources have sufficiently high-quality and systematized information about the repair and operation of heavy motorcycles, which shows the potential interest of different age groups in the heritage of our motorcycle industry.
With our opposites, there is a place for both a technomaniac and a not very sophisticated motor-owner to walk around. There is always a place where you need to put your hands. Most of the interventions belong to the motor. Almost everything that is possible is being finalized in them. If we are talking about the chassis, then the improvement path is quite simple: replacing outdated and bulky parts with better ones from foreign cars.
However, there is a separate caste of people, referred to as "lovers of antiquity" and the so-called original. When restoring equipment, they are on duty looking for standard parts, checking serial numbers and following the recommendations given in the repair tables. Parts damaged by use or time and not subject to further use are replaced with new ones of good quality.
Several years ago, we were involved in the repair and refinement of boxer motorcycles. 99% of them were overhead valve KMZ.
The received proposal to repair the engine of a motorcycle to be restored was received with interest, but before making a decision, they took a break to study mat. parts and complexities of the upcoming process.
The worn out bushing of the rear support RV was replaced with a new one. The factory one is made of cermet, like the one that is installed on the axle of the oil pump drive gear. Instead, they machined parts from a bronze alloy and drilled holes to supply oil to the rubbing surfaces.
After making sure that everything is in order with the landing of the rear crankshaft bearing housing, we pierced the mounting place for the felt packing under the double-breasted oil seal.
Further, on the crankcase, the unevenness of the mating planes was removed and the oil lines were sealed. Having previously plugged the oil supply holes at the HF level, both crankcases gave fistulas at the junction with the steel pipes. When the engine heats up, oil loss in these places is more significant.
They did not even wash the standard oil pump, but simply replaced it with a Ural one. Both pumps are almost identical and have a difference in performance in favor of the latter. We got it new, but there were questions about it. After checking the clearances in the mating of the drive shaft with the housing and in the gears. , decided to install it.
The sump on the engine was made of standard steel, and before mounting on the engine, a magnet was installed in it to collect friction products.
At the beginning of the repair, the CPG was cleaned and disassembled with troubleshooting.
After evaluating the condition of the parts, we found out that there is a factory defect in one cylinder - the guide has a through hole to the outside.How such a part was allowed to enter the assembly line remains a question.
Used the correct cylinder from a purchased donor motor. The bore was made to the pistons of the local manufacturer TRT, size 79.0. They have three grooves for the rings, and their skirts are coated with a molybdenum compound. The piston rings were used from the manufacturer Prima.
Next, we made plates from sheet aluminum to protect the contact surfaces of the cylinders and heads from sandblasting. After cleaning and forming the working chamfers on the valve seats, they were lapped with a check for leaks. After degreasing the surfaces, they painted the cylinders with heat-resistant paint, and the valve boxes were sealed with paronite washers on oil resistant sealant.
Damaged studs and all external hardware were replaced prior to final assembly, Koyo bearings, Corteco oil seals, and Reinz motor sealant were used.
There are two types of motorcycle crankshafts: the first with rolling bearings (roller bearings), and the second with sleeve bearings (liners). With the latter, it is much easier - I disassembled the connecting rods (their lower heads) - I grind the shaft journals and assembled them with new repair liners. The situation with the first type of crankshaft is much more complicated, and many motorcycle owners, despite the rather high price of the crank, buy a new one, and the worn-out old one is simply thrown away. Well, what about the owners of those motorcycles, the crankshaft of which is not so easy to find on sale, for example, antique or rare models (for example, our reliable K-750 or M-72). In this article, we will look at how you can restore a crankshaft (crank) of this type on your own.

A knocked and repaired crank must under no circumstances be operated until a large output (large clearance) forms in the bearing of the lower connecting rod head, which causes a strong knocking when the engine is running. With strong knocking and prolonged engine operation, severe damage and chipping are formed on the rubbing surfaces of the crank pin, on the surface of the lower connecting rod head and on the rollers.
In this case, the repair will be much more difficult, and the pin and connecting rod cannot be repaired and will have to be thrown away. And if the engine is a rare model, then it is not so easy to find a new pin and connecting rod on sale. Therefore, when the first, not even a strong knock appears, it is advisable not to operate such an engine, but to start repairing it. In this case, repairs can be made much easier.
Dismantling the crankshaft (crank).
In a crankshaft of the first type of any motorcycle engine, the main wearing unit, which is difficult to repair, is the roller bearing of the lower connecting rod head. And to repair this bearing, you need to separate the connecting rod from the crankshaft. And in order to remove the connecting rod with a non-separable lower head, the crankshaft must be unpressurized, since such cranks were assembled at the factory with a press (fixed) fit.
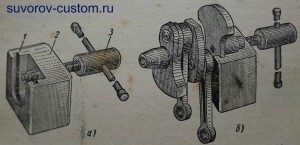
Pressing off the crankshaft of a two-cylinder boxer engine.
a - a puller for unpressing, b - installation of the crank into the puller. 1 - groove, 2 - puller body, 3 - threaded screw.
To unplug the crank, a hydraulic press or a special thread puller such as the one on the left may be required. The dimensions of such a puller naturally depend on the dimensions of the crankshaft (crank) cheeks. Using a puller, they grip the outer cheek of the crankshaft (see figure), installing it in special grooves in the puller body, and the puller screw, with a diameter of 27 mm with a persistent thread, rests on the crank pin (it is advisable to put a copper, brass or bronze washer between the screw and the finger ).
For two-stroke engines, in which the crankshaft cheeks are round, the puller is made slightly different, based on the size of the round cheeks of a particular engine. But the principle is the same.
But if you have a very old engine, then the efforts of such a puller may not be enough, since over the long years of life together, the parts of the crank literally grow together.
In this case, it will be useful to slightly heat the crank cheeks, but not much (until about the rapid evaporation of water droplets from the surface). And after that, again try to turn the puller screw, and at this moment tap the cheeks (in a circle) with a copper hammer. If this does not help, then a hydraulic press should be used.
When using a press, two blanks should be installed on both sides under the outer cheek of the crankshaft, and the press rod should be resting against the crank pin, through a brass or bronze washer. But the press force should not exceed 50 tons (it is better to start with 10 tons, gradually increasing the force if the finger does not give in), otherwise more force can lead to the curvature of the crank parts, and subsequently it will not work to center such a crankshaft.
When applying the force of the press, if the finger does not begin to move relative to the cheek, then in this case, you should not increase the force, but you need to start tapping the cheek of the crank with a copper hammer. Only work should be done carefully, and take care of your hands, as a finger can suddenly shoot out of the cheek.
Crankshaft (crank) of the K-750 or M-72 engine.
The crankshafts of two-cylinder engines of such motorcycles (and others too, for example the URAL motorcycle), consist of two extreme cheeks, made as one piece with the main journals (pins, and thanks to them, the crank hangs in the main bearings of the crankcase). The crankshaft also consists of a middle cheek and two crank fingers.
Moreover, one end at the crank fingers is slightly machined (ground) into a cone (taper is 1 in 140) and the outer surface of the pin is cemented. These tapered ends of the crank fingers are pressed into the outer cheeks, and their cylindrical ends are pressed into the middle cheek. And the inner cage of the roller bearing of the lower connecting rod head, along which the rollers are rolled, is the outer surface of the finger (two fingers, since the motor is two-cylinder).
Well, the outer cage of a roller bearing is a ground, and then cemented and hardened inner surface of the lower connecting rod head. And between the outer surface of the pin and the inner surface of the lower head of the connecting rod, there are 12 rollers fixed with a cage made of duralumin.
When the crankshaft is disassembled (unpressed), you can install repair rollers with an increased diameter, or you can install a new connecting rod, a new pin (also with an increased diameter) and new rollers. In any installation, one should strive to ensure the radial clearance in the bearing, in the range from 0.01 to 0.02 mm - this will guarantee the normal operation of the bearing. And if the cranks and fingers change, then you should check that their weight is exactly the same.
But as I said above, if you stop operating the knocking crank in time and start repairing it in time, then usually the fingers and connecting rods leave their relatives, and it is enough to install only repair bearings with an increased diameter of the rollers, but given the bearing clearances given above, this is important.
If the clearance in the bearing is slightly more than 0.02 mm, then the service life of the roller bearing will decrease, but still with high-quality engine oil, the mileage will be 10-15 thousand km. it will still be possible to achieve. But if the clearance in the bearing is less than 0.01 mm or there is no clearance at all, then the roller bearing may collapse already in the first hours of the motor operation.
Now you may not find a crank pin on sale, but knowing what the factory is made of, you can still try to order it to a competent turner, and why try and why only a competent turner. Because, as I already said, on one side the finger has a very smooth cone equal to 1 in 140. And this cone, taking into account all dimensions, can only be made by a good turner.
The crank pin is made of steel grade 12XH3, then cemented to a depth of 0.7 - 0.8 mm, and as a result, the Rockwell hardness is 56 - 62.
Previously, on the factory finger, their weight and diameter at its end were indicated, the numbers indicated the weight of the finger, for example, 320, 322, 324 and a colored mark that indicated their diameter - see below.
- Red ——————- 36,000 - 35.996 mm. Is the diameter of the crank pin.
- White ——————- 35.996 - 35.992 mm.
- Green ——————- 35.992 - 35.998 mm.
- Black ——————- 35.998 - 35.984 mm.
If you come across a finger without marks, then we determine the diameter by measuring it with a micrometer, and the weight of the finger is determined by weighing.
The weight and diameter of the lower connecting rod head also have their own designations. The weight is written on the lower head of the connecting rod on the side, for example 198, 200, 202, 204. Well, the diameter is marked on the head of the connecting rod with paint, and see the colors below, maybe someone will come in handy.
- Red —————— 50.012 - 50.009 mm.
- White —————— 50.009 - 50.006 mm.
- Green —————— 50.006 - 50.003 mm.
- Black —————— 50.003 - 50.000 mm.
Well, the rollers, if you wish, can also be made independently, if, of course, you find the necessary article, brand ШХ15. After grinding them on a machine, they are polished, then cald to a Rockwell hardness of 61 - 65. Well, at the end, it is advisable to polish them to a mirror shine. The nominal size of the roller is 7 mm and its length is 10 mm. They were also made according to repair groups, and I give the sizes of the groups below.
- Group 1 - - 7.004 - 7.002 mm.
- Group 2 - - 7.002 - 7.000 mm.
- Group 3 - 7,000 - 6,998 mm.
- Group 4 - - 6.998 - 6.996 mm.
- Group 5 - - 6.996 - 6.994 mm.
- Group 6 - - 6.994 - 6.992 mm.
If it is possible to buy bearings of the lower connecting rod head, then they are completed according to the color marks and the weight of the parts. Naturally, the supplied parts should have marks of the same color, and both connecting rods should not differ in weight by more than two grams.
Restoration of a worn out crank pin.
For example, in the absence of a new crank pin with a red mark (see above), you can use the not very worn old pin (if it is not worn out in the form of an oval), if you compensate for its wear by using a connecting rod with a black mark and use the rollers of the first group. There you can "play" with other groups. But in the end, as I said, the bearing clearance should be in the range from 0.01 to 0.02 mm. And as I wrote above, you can get a little more clearance, but not less, otherwise the bearing will deteriorate in the first minutes of engine operation.
But in most cases, during engine operation, the crank pin wears out unevenly - in the form of an oval or step. And in most cases, you need to make or find a new finger. And as it was written above, when turning a crank pin on a machine, it is most difficult to achieve an exact size of the pin taper.
Therefore, it is possible not to make a crank pin from scratch, but to restore a worn pin in order to remove an oval or a step when processing its working part (where the bearing rollers were rolled) on a grinding machine or lapping. After processing and removing the ovality and steps of the crank pin, rollers of a larger diameter are installed in its bearing, but such that a gap is obtained in the range from 0.01 to 0.02 mm.
When buying or manufacturing the bearing rollers of the lower connecting rod head, it is necessary to pay attention not only to the cleanliness of the grinding and polishing of their surface, but also to their exact dimensions of diameters and lengths (and the similarity of these dimensions), but you should also carefully consider how well they are polished rounding of the transition from the cylindrical part of the roller to its end.
And if, when buying, you find sharp edges of the rollers without rounding, then such rollers will quickly destroy or develop the working surfaces of the pin and the holes of the lower head of the connecting rod. I do not recommend buying such videos, but if there are no others, then you will have to refine them (round and polish their edges).
Assembling the crankshaft (crank).
According to the factory technology for assembling the crankshaft, the crank fingers are first pressed into the outer cheeks, and then pressed into the middle cheek, with an interference of 0.08 - 0.1 mm, it is advisable to preheat the cheek a little.
But the factory technology can be omitted to simplify the assembly of the crank. The crank fingers are first pressed into the middle cheek, and then the outer cheeks are pressed onto the fingers, naturally installing the bearings and connecting rods on the fingers, with the necessary clearances.If it is possible to warm the middle cheek, then only slightly, no more than 100 degrees, for example, in boiling water. Otherwise, when pressing in, the heat treatment of the fingers may be disturbed.
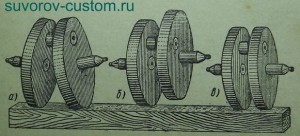
After pressing the crank, it must be centered on a special device with tapers, or in the centers of a lathe. The beating of the crankshaft cheeks, at a length of 20 mm, should not be more than 0.05 mm, and preferably not more than 0.02 mm. The position of the cheeks is leveled by blowing a copper or lead hammer on the cheeks if the cheeks are twisted (that is, if the necks are parallel, but not coaxial, as shown in the figure above above the letter "b", or by squeezing the cheeks in a vice through aluminum spacers if the necks are at an angle (as in the picture above above the letter "a").
All these operations should be done little by little, constantly checking the distance between the cheeks with a measuring tool, and preferably in the centers of the lathe and dial indicators, so as not to "overdo it." As a result, the position of the cheeks should look like in the picture above the letter "c".
It remains to replace the bronze bushings of the upper connecting rod head (or it is better to do this when the crankshaft is unpressurized and the connecting rods are separated from the crank), if they are worn out, I already wrote about this and you can read how to do it right here, as well as here. Then it remains to install the assembled practically new crankshaft into the engine, and assemble it.
By the way, after repairing the crankshaft, it is advisable to balance it together with the flywheel and clutch, and how to do this in a garage, I wrote in this article.
In the next article, I will write how to restore (repair) a motorcycle engine crankshaft so that the native crank fingers remain, but despite this, the service life of the crankshaft will increase several times (read the article here), good luck to everyone.
Insufficient synchronization in engine operation means that one of the cylinders is showing more intensive work than the other. This can lead to the fact that the cylinder, which shows more powerful work, can wear out and fail very quickly. Do-it-yourself Ural engine repair. The timing of the carburetors can be clearly seen when the motorcycle is idling. Synchronization of motorcycle carburettors occurs when the same operation of two cylinders is provided. Simply put, a motorcycle carburetor synchronizer is obtained by raising the throttle, both in the left and in the right carburetor, by switching ... >>> Read more
Adjusting the fork clearance is a fairly simple, but very important task in repair work. You can watch a video on fork repair in the Urals. In view of the fact that the wheel suspension on Dnepr motorcycles is made in the form of a telescopic fork, its correct adjustment will provide the necessary fork outreach for the normal movement of the motorcycle. Dismantling the front fork of the Dnepr motorcycle, like the Dnepr motorcycle, shows that a shock absorber is located inside the fork itself, and the distance between the upper part of the spring and the locknut is approximately 0.4 mm. The motorcycle fork is adjusted as follows: dismantle the front wheel, then unscrew the nut that secures the pipes to the motorcycle structure. We take out from this pipe ... >>> Read more
Adjusting the carburetors of the Ural and Dnepr motorcycle is not difficult, like the repair itself, but important. The brands, appearance, structure and details in motorcycles change from year to year. Including evolution affects carburetors, the constant improvement of which does not take long. I wonder where the carburetor is on the motorcycle?
The carburetor as a structural element is intended for mixing gasoline with air, as well as for the subsequent supply of an appropriate amount of it to the carburetors on the Dnepr motorcycle engine cylinder. The regulation process itself can be ... >>> Read more
During the life of the motorcycle, there is a possibility that the valves will need to be replaced. Lapping the valves in the Ural Motorcycle is an important matter.The question may arise, how to grind valves on a Dnepr motorcycle? The process of replacing the valve itself involves preliminary cleaning the cylinder head to such a state that it is possible to achieve the maximum tightness of its fit to the seat. These early tricks are essential for the correct operation of the engine.
To carry out this operation - cleaning the cylinder head, a certain algorithm of actions should be followed, step by step following it. First, the spring is put on the valve. The size of the spring is required to be able to cope with ... >>> Read more
The most important point in which the adjustment of the valves of the Dnepr motorcycle and others lies is the correct setting of the clearances. If you overdid it a little and the gap turned out to be large, then there will be a clinking at the heads, if, on the contrary, the gap turned out to be too small, then the rods may begin to bend. The adjustment of the valves on the Dnepr motorcycle should be done after each manipulation of the assembly of the cylinders and heads, which must be securely fastened and tightened. Many people ask themselves how to set the valve to ... >>> Read more
Checking the ignition system, first of all, occurs from the initial check of the breaker performance. It is important to pay attention to the operation of the incendiary advance machine, in which the presence of various complaints is undesirable. The resistance of the primary winding, which is measured by the tester, must be at least 6 ohms. Next, the secondary winding is checked, for which the tester is connected to high voltage connections. The voltage of such a winding must be exactly ... >>> Read more
Repair and adjustment of ignition on a motorcycle Dnipro
Before starting all the manipulations to adjust the candles, you should pay attention to their external condition. They must be clean, without the slightest deposit of carbon deposits. Next, we make adjustments by alternately bending or unbending the candle contacts. With these actions, we reach the desired 0.5 mm in diameter - this is exactly the gap we need.
As in the case with candles, pay attention to the state of the breaker contacts. If there is any dirt on them ... >>> Read more
As soon as you are faced with the problem of lack of charging, you should not rush to dispose of the generator. The implementation of fairly simple, but effective methods will allow you to reanimate the generator without additional financial costs. By adhering to simple rules, you can quite effectively repair the device on your own.
First of all, you will need to dismantle the generator parts and clean them of dirt... This is followed by a check of the condition of the ball-type bearings: a test for the engagement of the armature to the stator. The course of the brushes must be free in the places where the brushes are held. The next stage - the production of rings is checked ... >>> Read more
Often, watching the engine overrun by my friends, it is not uncommon for a problem situation to arise: when I have already coped with the removal of parts from the engine and all that remains is to remove the crankshaft, unfortunately, this cannot be done. In reality, it is really difficult to remove it, and especially when there is no clear idea of how to implement it. In order to avoid this kind of problem, I will try to explain how to cope with the crankshaft.
To remove the crankshaft, you will need the following:
>>> Read more
The quality of the clutch is important for a motorcycle. This will require correct adjustment of the drive train. When the drive cable is taut enough, then the slipping of the clutch will be traced, if, on the contrary, the clutch is leading.
In the event of a failure of the functioning of the starting device, as a rule, due to the breakdown of the starting spring or its exit from the place of the sleeve.In this situation, the clutch of a motorcycle Ural lever will not return automatically to its initial position, however, it can easily be resorted to a mechanical method of lifting up ... >>> Read more
Once you are faced with the problem of unsatisfactory gear shifting, then you should be on your guard. Probably, this can be attributed to the breakage of the gears of the box.... When the latter is not a problem, then you can turn to adjusting the gearbox with screws located on the box near the base of the lever.
Here you shouldn't panic and rush to turn the screws. However, checking the condition of the balls and holes for the nature of breakdowns is still worth organizing a gearbox for a Ural motorcycle, do not forget to look at the health of the shift sector. If the situation inspires confidence in the reliability, then ... >>> Read more
As the saying goes, "We are responsible for what we have tamed."
The situation is the same with a motorcycle. Like any other technical device, the vehicle will require service. As a rule, services of this nature will be required every 2 thousand kilometers.
Services of a service nature can be performed, as a rule, at a service station, but it is always possible to perform them yourself. However, for this ... >>> Read more
It is often not uncommon when, during the operation of a two-wheeled friend, problems of various types are noticed in his work, for example, knocking, then you should not be afraid. The best solution in this situation is to carefully read the options below to fix the problem. The knocking pattern can be described as metallic or dry. The appearance of knocking can be triggered by starting the engine of the Dnieper motorcycle and decreasing as it warms up. This knock also appears in a situation where fingers are caught at the top ... >>> Read more
It is not uncommon for your "iron Horse" does not function as expected by the manufacturing plant, or even worse - refuses to work at all. However, “does not work” - the concept is quite cumulative, or as they say, the motorcycle does not start “every family is unhappy in its own way ...”. In this regard, let's analyze problems of various kinds for faults ... >>> Read more
Hi all! I will note right away that I could not find anything specific in the search. I scattered my first motor from k-750m. Studying the book and the advice I have read on the site So far, they do not give any result. Upon analysis, it was found that in one of the connecting rods there is a noticeable axial play, as well as much less noticeable across the crankshaft axis. There are no technical possibilities to do something with the knee, there is nowhere to buy it (but to be honest, it is financially difficult now). I have not looked at the crankshaft bearings yet, but I think the reason is not in them. (To be replaced with new ones anyway). So I wanted to ask whether it is worth assembling a dviglo with such a knee or I stuck it in.? How long do you think a motor can travel with such a knee? Even on the pistons, the groove closest to the bottom without a ring on both pistons (is this normal?)
no, from them one oil scraper was removed. as for the knee - a lottery. maybe 5000 will run again, or maybe not. here one comrade was who drove the top ten on a broken knee to death, while the other got a new one. another thing, you want to drive and be insecure in technology, and even listen to this rumble?
Thank you for responding. Of course not willing, my first motor and I want to invest in it not only money but also my soul. I'll get a new knee. Is there really no other way out ?, although probably not. I'm crushed. It's just that I can't say it in words, but there is an axial play on the second connecting rod, but there is a lateral play on one, it seems that it is barely perceptible, but there is. For axial play, our local motorists calm down, but I am horrified. I’ll think. Maybe I’ll find someone who will disinfect and cure.
What do you mean "no"? Asshole, have you ever seen the Kasovsky piston? There are actually 5 grooves on it. The topmost one without a ring (on the M-72, however, too), then there are two compression and two oil scraper valves behind them.
This knee goes through more than a dozen thousand, but with each thousand the roar will be more and more. If there is no opportunity to put a new one, then put it. Just don’t skimp on oil and don’t pour M8 crap. Serve every season. And you will be happy.
Jay, please advise in my case what kind of oil to pour, and maybe there are some worthy additives, and even I will ride on such a knee.
Motorcycle K-750: specifications and photos
The history of the development of motorcycle manufacturing goes back to 1885, when the famous German engineer Gottlieb Daimler designed the simplest motorized carriage equipped with a small kerosene engine. The frame and wheels of the first motorcycle were wooden, and its speed barely reached 12 kilometers per hour.
In the Soviet Union, motorcycles appeared in the early thirties and, in fact, they were copied from their German counterparts. The domestic motorcycle IZH-350 was an exact copy of the German DKW NZ-350, the other models of the Kiev plant repeated the parameters of the Wanderer, a German motorcycle produced by the BMW concern.
Motorcycle K-750 - this is the first model with which the production of two-wheeled vehicles began. The weight of the entire structure was 318 kilograms, engine a volume of 745 cc / cm developed a capacity of 25 liters. With. The motorcycle was equipped with a four-speed gearbox, rotation was transmitted to the drive wheel using a cardan shaft, which provided a fairly smooth ride.
The braking system consisted of two reliable drum mechanisms with flexible cable drives. The twenty-liter fuel tank made it possible to cover a distance of 350 kilometers without refueling. At the same time, fuel consumption was no more than 6 liters per 100 kilometers. Motorcycle K-750 from the very beginning of production it was considered a successful development, which did not require any changes in the design. Well-thought-out units and assemblies interacted smoothly, and their layout made it possible to easily make all the necessary adjustments that were required during operation.
In terms of its reliability, the K-750 motorcycle far outstripped its predecessor M-72, and the German prototype Wanderer hopelessly lagged behind it in cross-country ability and acceleration dynamics. The torquey, flat-piston two-cylinder engine revolved in hundredths of a second, barely holding back its power. 26 horsepower was more than enough for acceleration, and for many hours of travel. The Dnepr K-750 motorcycle - one of the modifications of the base model, more economical and high-speed - was in high demand and was supplied to military units.
The additional wheelchair drive provided high maneuverability as well as an unprecedented smooth ride. In the sixties of the last century, the K-750 motorcycle became the most popular vehicle throughout the USSR. Over the entire production period - from 1959 to 1967 - more than 100 thousand motorcycles were produced, and later modifications to the K-750 were made in large batches.
K-750 with a sidecar developed a speed of up to 90 kilometers per hour. A smooth ride was achieved due to rubber springs installed under the sidecar at three points, as well as thanks to hydraulic shock absorbers on all wheels. Almost one hundred percent unification with the units and assemblies of motorcycles produced at the Irbit plant was of significant importance in the production of the K-750. The conveyor of the Kiev plant did not stop for a minute, spare parts were delivered on time by rail. At that time there was no marketing as such, however, the Soviet supply structures worked smoothly.
My motorcycle Engine Repair Motorcycle M-72, K-750, Dnepr-12.














