In detail: do-it-yourself cylinder head repair 2112 16 valves from a real master for the site my.housecope.com.
4.22. Details of the cylinder head: 1 - the head of the block; 2 - intake camshaft; 3 - stuffing box; 4 - an exhaust camshaft; 5 - camshaft bearing housing; 6, 8 - sealing rings; 7 - guide tube; 9 - block head cover; 10 - bracket for attaching the wiring harness; 11 - plugs; A - the distinctive belt of the intake camshaft
Head 1 (Fig. 4.22) of the cylinder block is common for four cylinders, cast from an aluminum alloy, with hip-shaped combustion chambers. The inlet and outlet channels are brought out to different sides of the block head. The valves are arranged in a V-shape in two rows: on the one hand the intake, on the other - the exhaust.
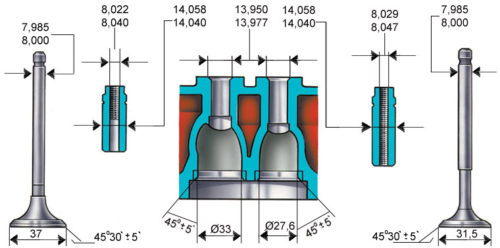
Sintered valve seats and brass valve guides are pressed into the head. The inner diameter of the guide bushings is (7 ± 0.015) mm, the outer diameter (for bushings supplied as spare parts) is 12.079-12.090 mm and 12.279-12.290 mm (the bushing is increased by 0.2 mm).
The valves are similar in design to those of the engine mod. 2110, but have smaller plates and rods. The inlet valve has a disc diameter of 29 mm, and the outlet valve has a diameter of 25.5 mm. The diameter of the inlet valve stem is (6.975 ± 0.007) mm, the diameter of the outlet valve is (6.965 ± 0.007) mm.
One spring is installed for each valve. The length of the spring in a free state is 38.19 mm, under a load of (240 ± 9.6) N [(24.5 ± 0.98) kgf] should be 32 mm, and under a load of (550 ± 27.5) N [( 56.1 ± 2.8) kgf] - 24 mm.
The valves are actuated by camshaft cams through cylindrical hydraulic pushers located in the guide holes of the cylinder head along the axis of the valve holes. Hydraulic pushers automatically eliminate valve clearance, so there is no need to check and adjust valve clearance when servicing a vehicle.
Video (click to play).
4.23. Power unit suspension with engine mod. 2112: 1 - bracket on the right side member of the body; 2 - lower pillow limiter; 3 - cushion of the right support; 4 - the upper limiter of the pillow; 5 - cushion fastening nut; 6 - distance washer; 7 - support fastening nut; 8 - right support bracket; 9 - rear support bar; 10 - rear support bracket; 11 - cushion of the left support; 12 - nut with washer; 13 - left support bracket; 14 - front support bracket; 15 - bar of the front support
Oil for the operation of hydraulic pushers is supplied from the lubrication system through a vertical channel in the cylinder block to the channel in the cylinder head about the 5th fastening bolt (see Fig. 4.23), and then through the upper channels made on the lower plane of the bearing housing. Through the same channels, oil is supplied to lubricate the camshaft journals. A check ball valve is located in the vertical channel of the cylinder head, which prevents the oil from draining from the upper channels after the engine is stopped.
Two camshafts are used to drive the valves: intake and exhaust. The shafts are cast from cast iron and equipped with five bearing journals, which rotate in seats made in the cylinder head and in one common camshaft bearing housing. To increase wear resistance, the working surfaces of the cams and the journal for the oil seal are bleached. To distinguish the intake camshaft from the exhaust camshaft, a distinctive band A is provided on the intake shaft near the first support.
The shafts are held against axial movements by thrust collars located on both sides of the front support. The front ends of the camshafts are sealed with self-tightening rubber seals.The rear holes located along the axis of the shafts in the cylinder head and bearing housing are closed with rubberized cap plugs.
Checking the technical condition and repairing the cylinder head are similar to those described for the engine mod. 2110.
You will need: a device for compression of valve springs, a tool for pressing out and a mandrel for pressing in valve stem seals, a socket wrench "10", a hexagon "10", a screwdriver, tweezers.
1. Remove the cylinder head from the engine (see "Removing the cylinder head on the vehicle").
2. Unscrew the coolant temperature gauge sensor from the rear end of the block head.
3. Unscrew the oil pressure drop warning lamp sensor from the camshaft bearing housing.
4. Remove the two mounting bolts and remove the fuel pipe bracket.
5. Remove the spark plug guide pipes from the cylinder head and camshaft bearing housing bores.
6. Remove the sixteen camshaft bearing housing bolts.
8. Remove the plugs from the rear end of the block head.
9. Remove the camshafts from the cylinder head supports and remove the oil seals from their front ends.
10. Remove the hydraulic valve pushers from the holes in the cylinder head.
11. Remove the crackers from the spring plates by compressing the valve springs with a tool.
12. Remove the springs with pockets.
13. Turn the cylinder head over and remove the valves from its bottom side.
14. Remove the valve stem seals from the guide bushings.
15. . and spring washers.
16. Before reassembling, clean the cylinder head and bearing housings from old sealant residues, dirt and oil.
17. Install the spring support washers.
18. Lubricate the valves, hydraulic tappet holes, valve guide holes and new valve stem seals with engine oil (old seals cannot be used).
19. Press the caps onto the guide bushings with a mandrel.
20. Insert the valves into the guide bushings, install the springs and spring plates.
21. Compressing the springs with the device, install the valve cotters.
22. Insert hydraulic valve pushers into the holes of the cylinder head.
23. Lubricate the bearing journals and camshaft cams with engine oil and place them in the cylinder head supports.
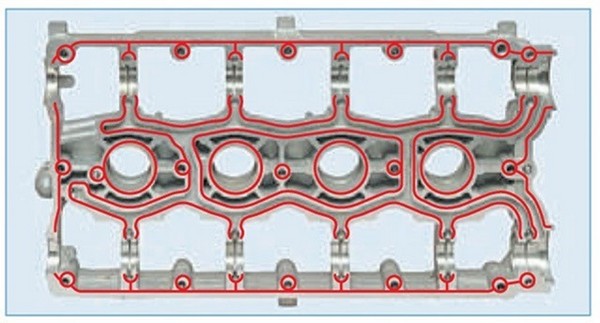
24. On the surface of the cylinder head mating with the camshaft bearing housing, apply Loctite-574 sealant in the form of a 2 mm diameter bundle, as shown in the photo.
25. Install the bearing housing and tighten the bolts of its fastening evenly crosswise, starting from the middle supports.
26. Press in new camshaft oil seals with a mandrel (you can use a head from a set of tools or a piece of pipe of a suitable diameter as a mandrel), having previously lubricated them with engine oil.
27. Press in the plugs on the other side of the cylinder head.
28. Place the O-rings on the spark plug guide pipes and lubricate them with engine oil.
29. Install the guide tubes into the holes in the cylinder head and the camshaft bearing housings.
30. Screw the coolant temperature gauge sensor into the cylinder head.
31. Screw the oil pressure drop warning lamp sensor into the camshaft bearing housing.
32. Install the fuel pipes retaining bracket on the cylinder head.
Reference manual for the maintenance of cars VAZ, LADA 110.
Ignition adjustment 2110. Compression of the engine VAZ 2112, immobilizer for VAZ 2111. Valve cover VAZ 2112, cylinder block gasket VAZ video. The cost of a generator for a vaz. replacement of fuses VAZ 2112, the design of the oil receiver VAZ 2112. Factory recommended oil in the box VAZ 2112. Replacement of the water pump (pump) VAZ 2112.Replacing the valve stem seals VAZ 2110.
Cars of the VAZ-2112 family were produced with one of two 16-valve engines - 21124 and 21120. The working volume of these engines is different, and only one part called "cylinder head" is used - it is designated by the numbers 2112-1003011. It is rumored that the cylinder head from the 21120 engine does not fit the 24th engine, but a reverse replacement is possible. However, there is only one SKU in the parts catalog, and it fits two motors at once. Further, it is considered what actions to repair the VAZ-2112 cylinder head you can perform yourself. We will only talk about 16-valve valves.
An example of dismantling is shown in the video. We look.
First of all, to get to the cylinder head, you need to remove the cylinder head cover. For different 16-valve valves, this operation is different, and the article numbers for the cover also look different: 2112-1003260 (-10) and 21124-1003260.
Cover from the internal combustion engine VAZ-21124 (1.6 l)
The timing belt will also need to be removed - there are no differences in different engines.
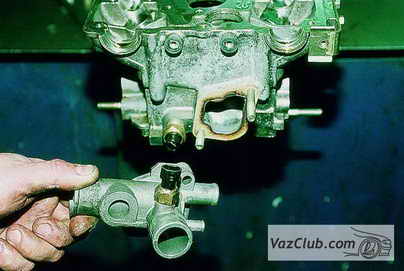
Consider how you can detach the exhaust manifold from the cylinder head. On engine 21120:
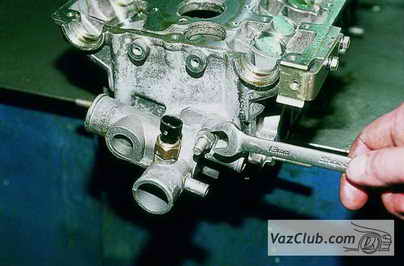
Remove the exhaust pipe of the muffler: unscrew two nuts 1 (key "13"), remove the clamping bar, unscrew six nuts 2 (key "14") and dismantle, not forgetting to turn off the oxygen sensor. The photo shows three nuts out of six.
Everything important is under the screen
Now we will talk about the 21124 engine:
We turn off both oxygen sensors. We unscrew the three nuts securing the protective screen (key "10") and disassemble the bracket by unscrewing the four nuts with the key "13".
How to disassemble the mounting bracket
Operation with additional silencer
Here we considered that the VUT hose was disconnected from the intake module. In the end, the candles are unscrewed on any of the engines (pipe wrench "16").
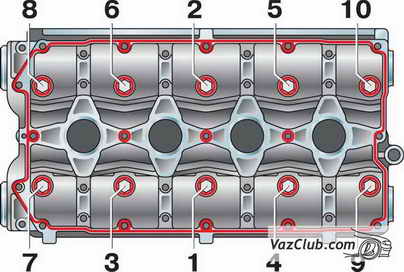
The tightening torques for the fastening screws are given in a different text. In general, on VAZ-2112 hatchbacks, cylinder head repairs begin by replacing the "elongated" screws with new ones. The length must be 95 mm or less.
The procedure for loosening (left) and tightening the fastening screws
Taking a wide steel ruler, they check:
Measurements are taken along each of the diagonals. Use a set of probes.
To remove any valve, you will need to remove the camshaft. All screws on the bearing housing must be unscrewed evenly, and tightened with a force of 10 N * m. The hydraulic compensator can be removed with a magnet, and then the valve is dried by compressing the spring with a puller (see photo).
Carbon deposits may be present in the valve passages. It is cleaned off:
Flat screwdriver;
Sanding felt.
Lapping is carried out as follows: a rubber pipe is put on the valve, a paste with diamond chips is applied (one drop), then the valve is pressed into the channel and scrolled. It will be possible to change the valve stem seals (2112-1007026). You can't do without a special puller.
On any car, including the VAZ-2112, cylinder head repair is reduced to cleaning and checking, as well as correcting geometry defects. In the latter case, we are talking about milling. The presence of cracks and chips is a reason for replacement, not for repair.
The burned-out valve can be seen immediately.
One valve in cylinder 2 burned out
Carbon deposits were found in each valve channel.
Carbon deposits in the cylinder head channels
Repair: cleaning all channels, replacing the valve with lapping. Direct repair of the VAZ 2112 cylinder head will require several operations in which some special equipment is needed. Of course, at home there is no such possibility, and motorists simply replace worn out parts. Next, we will consider the process of repairing the head of the block, as well as some of the nuances associated with this work.
Before proceeding directly to the cylinder head repair process, it is worth noting that the head must be completely disassembled and all the necessary spare parts purchased. Consider the process of a complete overhaul of the cylinder head.
The process of washing car spare parts with hot kerosene
In order to wash the head, it must be completely disassembled, that is, all parts that can be easily removed are dismantled. A full wash requires 12 liters of hot kerosene. In car services, this is done using a spray that delivers fluid under pressure. So, all the dirt and remnants of metal shavings are washed off. Washing is carried out until the cylinder head is completely clean.
Cylinder head crimping process
Crimping is a process by which the integrity of a part is checked. Crimping can be done in two ways, which are similar in principle. The first is to close all the cracks and fill the part with water. There is, somewhere water comes through or flows, then the integrity is broken and repairs are needed. The second method is to close all the cracks and the head is immersed in an aqueous solution. It will immediately be seen where the depressurization of the part takes place. If the integrity of the head is damaged, then it is necessary to restore it.
The valve seats must be removed before continuing with the rest of the overhaul. In the best case, they will easily knock out of the seat, and if not, then you will have to use Russian ingenuity.
The valve is welded to the seat and knocked out of the seat
So what if the valve seats aren't knocked out? The solution is simple. It is necessary to weld a tube to them so that the working end passes through the channel of the guide sleeve and knocks out until the saddle comes off the landing mount. Of course, cracks can form on the seat ring of the saddle or a piece break off. After completing the procedure, it is necessary to inspect the place and, if necessary, weld with argon welding.
Often, repairing the cylinder head is not complete without checking the plane. This can be done by contacting a car service that has a test stand, or by asking a neighbor in the garage for a special ruler for measuring the plane of the cylinder head.
Measurement of the cylinder head plane for deformation using a metal ruler and a probe
Important! It is recommended to give such block heads to a car service with the proper equipment, since only there they will be able to measure the plane and grind it to the desired size.
So, if there is a deformation on the block head or the plane has a deflection, then it must be sanded. This operation is done on a special surface grinding machine. Usually, the auto repairman is advised not to remove more than 10 mm of thickness. Consider the possible options for grinding the cylinder head by dimension:
Repair 1 - 1-2.5 mm;
Repair 2 - 2.5-5 mm;
Repair 3 - 5-7.5 mm;
Repair 4 - 10 mm - the maximum allowable value for grinding GBU VAZ 2112.
Cylinder head surface grinding process
Note! If you remove the thickness of the plane more than 10 mm, then this can lead to incorrect operation of the timing mechanism, loss of power and an increase in fuel consumption.
Argon welding is welding work that is carried out on aluminum. For this, a special gas is used - argon. So, to eliminate cracks and weld defects in the seats of the valve seats, it is required to weld them, and then carry out milling work on special equipment.
The process of repairing cracks in the cylinder head using argon welding
After the welding and milling work has been carried out, it is necessary to bring the surface to readiness. For this, the cylinder head is placed on a special stand, where the surface is polished using a special paste produced by ABRO or its analogues. This is necessary so that the surface does not have roughness. When this procedure is completed, it is necessary to once again wash the part from metal chips and residues of working material.
It is best to assemble the cylinder head at a special stand.
When the block head is processed and washed, you can proceed directly to its assembly. But, before that you need to carry out preparatory work. Let's consider all the stages of the assembly sequentially:
The cylinder head housing is installed in a special heating furnace.
In the meantime, measurements of the valve seat to the seat are taken, the guide bushings are unfolded.
When the cylinder head is hot, it is taken out of the oven. On hot, the valve seats are installed.
On a special stand, the valve chamfer is processed
Valve seat shrinkage process steps
Valve Lapping Process
Thus, a major overhaul of the cylinder head of a 16-valve VAZ 2112 engine is being carried out. This process will take 1-2 days at a car service, but a motorist can spend much more time in his garage, since the lack of a tool will affect. So, it is recommended to repair the cylinder head at car services, where everything will be done much faster and better. Of course, this will hit the pocket, since a high-quality and overhaul of this part will cost on average about 7,000-10,000 rubles. together with spare parts.