In detail: DIY repair of a diesel engine cylinder head from a real master for the site my.housecope.com.
Head repair begins with thorough cleaning with kerosene or solvent. We remove carbon deposits from the combustion chamber and from the valve plates with a metal brush, clamped in the chuck of an electric drill. When disassembling the valve mechanism, you will need a valve desiccant, for example, the one shown in the photo below, but the most effective one is easy to make with your own hands, according to the drawings published here in this article.
Before and after disassembly, we carefully inspect the cylinder head. Cracks, chips in any places of the head are not allowed. If you suspect that coolant has entered the oil, we check the head for leaks, for this it is necessary to plug the holes of the cooling jacket and lower the head into warm water, inject compressed air into it under a pressure of 1.5 - 2.0 kg. No air bubbles should be emitted within 1.5 minutes. In more detail about such a check, as well as about the repair of a cracked head, I wrote here.
Saddles valves. The shape of the valve seat chamfers is shown in the photo. On the working chamfers of the seats in the contact area with the valves, there should be no corrosion, pinholes, burnouts and damage. We eliminate minor damage by removing (as little metal as possible) with a special set of cutters with guides (for example, a high-quality set of the American company NEWWAY). I wrote about this in detail in this article.
After that, thoroughly rinse the head, seats and oil channels and then blow them with compressed air.
Valve guides... We check the gap between the guide bushings and the valve stems, respectively, by measuring the valve stem with a micrometer and an inner gauge for the guide sleeve hole. Clearance for new bushings: 0.022 - 0.055 mm for intake valves and 0.029 - 0.062 mm for exhaust valves. When worn, the maximum allowable clearance is 0.3 (in the absence of increased noise). If the increased clearance between the guide and the valve cannot be eliminated by replacing it with a thicker valve, then we change the guide sleeve (press out) - read about it here.
Video (click to play).
It is possible to increase the diameter of the valve stem with chromium plating, provided that there is no step (uneven wear of the diameter) on the stem. If new bushings have been pressed in (it is better to order bronze bushings for a turner), then after pressing in, they must be deployed with a special reamer with a long guide. Then we rub the valves to the seats with lapping paste (preferably water-based) - read how to do this correctly here.
Also, we check the valves with a dial indicator for the absence of curvature of the rod, scrolling the valve in two small prisms and watching the deviations of the indicator arrow. A deviation of even a few hundredths of a mm. unacceptable. The valve stem seals are naturally replaced with new ones.
Valve springs we inspect for cracks, check the elasticity.
Pushers valves: we check their working (rubbing) surface, it should not be scored or scratched.
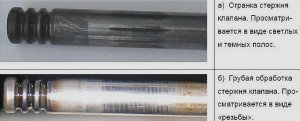
Camshaft , the working surfaces of the cams, the surfaces for the oil seal, as well as the eccentric (not at all) are bleached or cemented to increase wear resistance, these surfaces must be polished and not have any marks, scratches and wear in the form of abrasions, steps.
If there are deep risks and the above listed defects, then the shaft must be replaced. We install the camshaft on two prisms and check the radial runout using the indicator rack.The runout of the bearing journals and the rear of the cams should not exceed 0.02 mm. Well, I advise you to read how to increase the resource of a standard camshaft here.
Bearing housings the camshaft must not have cracks and damage, and there must be no scoring or scratches on the bearing surfaces for the camshaft journals. The gap between the camshaft journals and the support holes is determined by measuring these parts and deducting a smaller one from the larger one (micrometer and internal gauge).
Also, the gap can be determined using a plastic calibrated wire (described using the example of a crankshaft) Design gap for new parts: 0.069 - 0.11 mm, and the maximum allowable wear: no more than 0.2 mm. After replacing parts that do not fit into the maximum allowable clearances, it remains to assemble everything. After milling the seats and grinding the valves on the valve at the point of contact with the seat, there should be a thin (1 - 1.2 mm) matte strip, without breaks in a circle.
After assembling the valve mechanism (drying out), we check the valves for leaks, for this we fill the combustion chambers with kerosene, for at least two minutes, or better than five, there should be no leakage of kerosene between the saddles and the valves. Next, we install the head on the block, naturally, installing a new gasket between them.
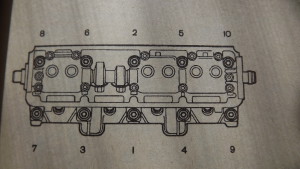
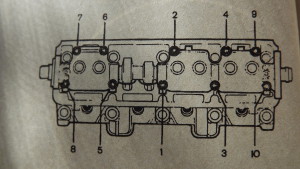
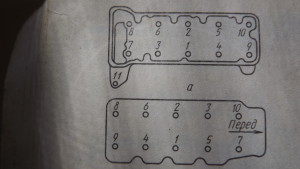
The order of tightening the head bolts and nuts of the bearing housings, see the photo below. When tightening, we use a torque wrench, and the required tightening torque for the bolts is found in the manual of our engine. It remains to put on and tighten the drive pulley and adjust the thermal clearances.
valve dehydrator
Adjustment of thermal gaps.
The thermal clearances of the valves on each engine model have a different meaning, on diesel engines it is more, on gasoline engines it is less, and each manufacturer writes its own value in the manual or on the sticker of the valve cover (for exhaust, it is always more, since the heating is more).
I will describe the adjustment of the gaps and, if there are any numbers, then this is just an approximate value. In general, there are two main methods of adjustment: by replacing the adjusting washers (on newer motors), and on older (classic) motors, using adjusting bolts with locknuts.
Shim method: to begin with, we set the camshaft according to the marks (usually on the pulley and the head connector with the block), but turn the crankshaft bolt only clockwise and then turn it another 40 -50 °. These are 2 - 3 teeth on the camshaft pulley, while there will be a combustion phase in the first cylinder.
We measure the valve clearances of the first cylinder using a feeler gauge and if the clearances are more than normal, then we remember how much more, then we squeeze the pusher and remove the adjusting washer. We measure its thickness with a micrometer. Determine the thickness of the new washer using the formula: T = B + (A - B), where T is the thickness of the new washer, A is the measured gap, B is the thickness of the removed washer, B is the nominal gap mm.
For example: A = 0.28 mm; B = 3.80 mm; B = 0.25 mm, then we get T = 3.80 + (0.28 - 0.25) = 3.83 mm - the thickness of the new washer. Pulling the pusher (with a special mandrel), install a thicker new washer, then check that the dipstick should enter between the pusher and the cam with slight pinching. It remains to consistently rotate the crankshaft half a turn (and the mark on the camshaft pulley is rotated by 90 °) and adjust the clearances on the valves of the remaining cylinders.
Method withadjusting bolts even easier. First, in the same way, we set the camshaft on the marks, which corresponds to the end of the compression stroke of the piston of the first cylinder, check the gap size at both valves with a probe, and if the probe passes freely or does not pass at all, we make an adjustment.
To do this, put a spanner wrench on the adjusting bolt, and loosen this lock nut on the open-end locknut.Then we insert a dipstick between the adjusting bolt and the valve stem and turn the bolt, making sure that the dipstick slides with light effort, when we have achieved it, remove the dipstick and tighten the lock nut, making sure that the adjusting bolt remains in place (does not turn).
Similarly, we adjust the clearances in 3, then 4 and 2 cylinders, turning the crankshaft 180 ° after each cylinder (the camshaft will rotate 90 °, respectively). That's all, close the valve cover.
You can read more about adjusting valve thermal clearances here.
Often on engines that have been operated with incorrect thermal clearances, the valve discs in the place of their contact with the seats burn and lose their tightness. From this, the compression in the cylinders naturally falls, and, accordingly, the engine power decreases.
You can restore the motor to its former strength by rubbing the valves. How and with the help of what to do this correctly, you can read here in this useful article. Well, about the device, maintenance and repair of the engine head, I wrote a separate detailed article here.
I hope this article on cylinder head repair will be useful to novice craftsmen, success to everyone.
Let's start by defining the concepts. The cylinder block of a modern car is the basis of the engine, on which the rest of the engine components are installed: cylinders, crankshaft, oil pan, cylinder head.
It is precisely the malfunctions and repairs of the cylinder head that we are interested in. Is it possible to repair the cylinder head with your own hands in a garage-home? And craftsmen answer unequivocally - yes, repairing the cylinder head with your own hands is possible.
Let's start by clarifying that repairing a cylinder head is a complicated operation and will require from you: a little bit of understanding of the block device, the presence of a special locksmith tool and the ability to own it.
Basic tools required for cylinder head repair
Mandrel for pressing in valve stem seals.
Micrometer for measuring valves and guide sleeves.
Reamer for unrolling new bushings.
Mandrel for pressing out bushings.
Mandrel for pressing in bushings.
Devices for drying valve springs.
Set of countersinks for the restoration of valve seats.
Electric hotplate for heating the cylinder head during troubleshooting and before pressing the bushings.
Do not forget about the necessary spare parts and tags
As a rule, almost any repair of a cylinder head requires its dismantling. Exceptions are, for example, replacement of valve stem seals. Therefore, before starting to dismantle the cylinder head, think about purchasing the necessary set of spare parts.
Today's market provides Head Sets (or, in simple terms, upper sets), which include a cylinder head gasket and all the oil seals and gaskets located above the main gasket.
Well, the tool and the minimum kit are ready, we start troubleshooting the cylinder head.
Before dismantling, be sure to check the relative position of the crankshaft and camshaft according to the marks. Up to the point that we put additional marks on our own.
For specific car models, the technology for dismantling the cylinder head is described in the manuals. But the peculiarities of some operations are worth recalling.
We loosen the head mounting bolts from the middle by 0.5-1 turn, alternately. The bolts with internal slots must first be cleaned of carbon deposits, otherwise a loosely inserted key threatens to break off and problems during dismantling;
when dismantling the cylinder head, if there is no connection diagram for all kinds of vacuum tubes, then you need to sketch this diagram yourself, having previously applied the appropriate marks.
When removing the valve springs, use dryers, not the “strong hammer” principle.
Cylinder head condition monitoring
Basically, there are not many basic parameters in the cylinder head that need to be checked before you start repairing the cylinder head. So let's start looking for typical cylinder head malfunctions.
The lower plane of the cylinder head... It is checked using a straight edge and a set of probes. The ruler is placed along the diagonals of the head on a plane and the thickness of the gap is determined using a feeler gauge. If the clearance is more than the maximum allowable clearance of 0.05-0.06 mm, then grinding of the cylinder head is required.
Worn camshaft journal journals and bearings... All diameters are measured with a micrometer and compared with the maximum permissible values for a particular engine model. Based on the measurement results, a decision is made on the type of repair or replacement of parts. Do not forget to visually assess the external condition of the surfaces. They should not have obvious signs of mechanical damage: scratches, chips, scuffs, grooves, etc.
Wear monitoring of valve stems and bushings... It is made with a micrometer at several control points of the rod around the circumference. The valve is changed if the difference in diameter exceeds the maximum permissible parameters specified by the manufacturer.
If you do not have such a device as an internal gauge to determine the wear of the guide bushings, then it can be determined by the valve play (new) in the bushing. As a rule, bushings are replaced with new ones.
Wear of such parts, like: saddles, levers, rocker arms, cams are determined visually. If the chamfer on the valve is "failed", but the rod is in order, then it is processed, and the valve can be reused.
Other cylinder head defects can also be identified visually. The presence of burrs and serifs on the surface of the block head is eliminated by grinding the cylinder head to eliminate the leaky connection between the cylinder head and the block itself.
Thus, we carry out the repair of the cylinder head simultaneously with the troubleshooting, as they say, as soon as troubles arrive.