Domestic automotive giants have produced a huge variety of models, some of which even symbolize individual eras. One of these legends is called the ZIL 130 truck, the production of which has been carried out for more than a dozen years. Today we will talk about how to make tuning ZIL 130, and why it is needed at all.
If you make a small excursion into history, then the appearance of this truck seriously influenced the automotive industry of that time. Especially for this model, Soviet specialists created the following elements:
In most cases, people who regularly use this vehicle rarely do tuning of the ZIL 130. One of the striking examples is only a pickup based on the Ford E-250 from Tomsk. True, the car received only a cab from a domestic truck.
In order to understand what the best option for revising the ZIL 130 can be, you need to take into account the peculiarities of using a truck. First of all, ZIL 130 tuning is needed to improve indicators such as carrying capacity and engine power. At the same time, do not forget about the comfort of the truck owner. It is about these areas that we decided to mention in this publication.
This idea is quite simple to implement. It is only necessary to install more reliable suspension elements and increase the performance of the power unit.
In order to strengthen the suspension of the truck, it is necessary to install more durable components in place of those used as standard. If you intend to make the ride of the machine as smooth as possible, we advise you to remove the springs and apply air bags.
One of the significant problems of domestically produced cars is the presence of serious noise in the cabin. This noise appears not only as a result of vehicle movement, but also from the friction of various trim elements. And the operation of the power unit leads to unpleasant vibrations inside the car. To reduce the influence of this "chronic disease", it is recommended to use vibration and noise insulation.
Another tuning option for the ZIL 130 is the replacement of the standard seat upholstery made of leatherette. Some motorists decide to replace all of the interior trim. Many truck owners complain that the seats are very hard. The problem can be solved by installing pneumatic seats.
Installing a good radio and speakers is another step that will help you improve your ZIL 130. As you can see, there are actually a lot of tuning options, you just need to try to implement some of them.
VIDEO
Customizing is a popular trend in the work of auto and motorcycle enthusiasts, which appeared in the west and eventually reached our country.
The first custom cars were assembled on the basis of motorcycles, but now cars are increasingly becoming “patients” of craftsmen.
Moreover, cars are often completely altered, or better to say, on the basis of old cars, absolutely unique copies are created, both in terms of appearance and internal content. Custom, no matter whether it is a bike or a car, cannot be confused with anything - this allows the owner of such a unit to show his individuality.
A striking representative of automotive customization can be called ZiL - a pickup truck, the author of which is Roman (DrBroman) from Moscow. So, welcome: tuning ZIL 130 - a pickup from an old truck.
The project of building a pickup truck from an old ZIL-130
It is worth noting that this is not the first project of the author, in front of him was a pickup truck on the “Volgovskaya” base in the combined styles of Chevrolet El Camino and Ford Ranchero. Unfortunately, the project was not completed due to problems with the engine supplier for the car. After him, Roman turned up a full-size van Ford E-250, which became a donor for ZiL.
Ford's dimensions are approximately 6 meters in length and slightly longer than two meters, with a gross weight of more than four tons. The car is equipped with a 4.2 liter engine with an automatic transmission, the units and the body are mounted on a serious spar frame.
The cabin was used from the ZIL 131, in the northern version (the former polar drilling station). The fitting showed that the cockpit refused to slide into place, so the author had to undergo a major alteration. The bottom and power structures of the cab were redone, in addition, the pedal attachment point was carried 150 millimeters forward.
Zil-130 the very beginning of the project
The box formed as a result of the reconstruction was decided to be used as a container for multimedia systems, and a subwoofer found its place there. From above, the box is closed with an aluminum lid, on which there is an armrest with a glove compartment and places for glasses.
The instrument panel was taken from an American donor, the glass was removed from it and the hull dimensions were changed for the Zilovskaya panel, after which the protection from the plexus was cut out, and the whole structure was installed in a regular place in the ZIL cockpit.
Native truck fenders have been redesigned and welded to the body
The front cladding and fenders were carefully fitted and then welded together to make the cab more closely match the look of the American pickup. After that, the welded seams and other surfaces were putty and polished.
The frame from Ford was shortened, for this, pieces were cut out of it and parts of the side members were welded back, reinforcing elements were laid along the welds. The frame has been de-rusted and painted orange.
Ford E-250 donor frame has been shortened
According to the length of the frame, the cardan shaft and the fuel tank had to be shortened. The cardan shaft was cut on a lathe and the fitted parts welded together. As a result of the alteration, the tank has lost about fifty liters of volume and now holds about 90 liters, however, the author believes that this is quite enough.
In the suspension, the springs were cut and the spring earrings were redesigned, as a result of which the car “crouched” half a meter (along the cab) when compared with the height of the original ZIL.
Initially, the new pickup used a native engine from a donor car, a V-shaped gasoline six with a volume increased to 4.2 liters. Now installed is a Mopar 5.2 Magnum V8 with a capacity of 500 hp.
The exhaust system is simple and original - two pipes with a diameter of 63 mm, made of stainless steel, go into a muffler with a diameter of 76 mm. The difference in pipe length allows the engine to produce its characteristic booming sound at low revs.
The body and rear fenders were made of sheet metal, then putty and painted. The wings have an incomparable shape, it should be noted - the author did his best, the design turned out to be very successful in terms of design. The rear bumper carries EuroFURA lamps framed by rubber moldings.
Tuning ZIL 130 is far from over
The work on the car is not finished yet, the author has big plans for the future, but in the form he has now, the custom makes an amazing impression. All lines are verified, details of decoration and optics look like family. And the driving characteristics of the car are enviable. I would like to wish Roman good luck in the ongoing work on the car, and may it show itself from the very best sides!
Log in to rate this model
Good day (it’s like it’s night for me) everyone!
After watching the sapper ZiL, I wanted to show my own to the world.
It all started with the fact that after assembling the 131st from ICM, I asked myself: does anyone make 130 on a 72nd scale? It turned out not. I decided to make it myself. For a long time I climbed the Internet in search of diagrams and drawings. Then there were questions about the wheels, frame, springs, bumper, propeller shaft, etc.
Having bought an airborne 131st and a GAZ-51, it began "production". Mostly details from 131 ZiLa, from GAZ-51 (or rather Lublin 51):
Since I have a desire to collect a series of agricultural equipment, the color is appropriate.
The photo shows the car after the accident. In general, ZiL was assembled about a year ago, but the site does not want to upload a photo of that period, tk. they are too big. It's a pity.
An acquaintance promised to reduce the photo of the truck before the accident, as he would help fill them in here.
I'm very interested in getting into the materiel.By painting and traces of exploitation - I do not know how to do all this (tinting, washing, etc.).
Found on request cab zil gaz 66 two video files. We have selected for you the best video instructions, reviews. The presented videos are published with photos. Happy viewing.
Owner reviews: Excellent ergonomics. Comfortable fit. Handlebar adjustment for reach and height. Lumbar support seats. Heated front seats. Climatronic. Eight speakers. Rear parking sensors. Heated and adjustable mirrors. Right mirror with memory. Increased ground clearance (package for Russian roads). Roomy glove compartment. Very roomy trunk. Full sized spare wheel. Strict appearance. The service interval is 15,000 km.
Category: Video instructions
Posted by admin: at the request of Volodar
Published By: DIY car repairViews: 19,053Likes: 60Dislikes: 1Est. Revenue: $45Online Since: July, 18 2014Dimensions: 1280 x 720YouTube URL: Start following this video and watch its growth, daily.
DIY car repair
Be the first to comment on this video!
You need to sign in to comment on this video.
ZIL-130 MMZ dump truck (shorty) (bargaining!) Kiev. Gas installation * Mileage is indicated after cap.
Repair of cabins ZIL-131, ZIL-130 to the 1st. processing and painting. ... ZIL-130 cabins,.
Special equipment / Repair and rent section / Cab ZIL 130 in SB SPECIAL OFFERS.
Watch online do-it-yourself cab repair zil 130 for free and without registration at.
Cabins and spare parts for them from conversion vehicles ZIL-131: -Cabin Zil-131 v.
painting or hauling a gazelle torpedo with your own. ZIL 130 cabin tuning.
Professional repair of the KAMAZ cab,. Cab lining ZIL-130, ZIL-131, ZIL-133 GYa, GAZ.
ZIL-130 perfectly overcomes roads with far from ideal coverage, but in conditions.
Body repair of the KAMAZ cab (after an accident) pjsc ”airport facilities plant”. Zil 130 cab painting.
Mig Auto: CAB ZIL-130. Buy in the company Mig Auto original and imported.
Cabins from military storage gaz-66, zil-130 plumage to them, fenders, doors, steps, hoods.
CAB ZIL-130. Detailed information about the product / service and the supplier. Price and conditions.
ZIL 4331 1986. In 2013. complete overhaul of the cabin, as well as painting. Online magazine # 130.
Cab floor mat ZIL-130, 131 (rubber) 19499. 137-5109010:
Cab ZIL-130 ZIL-131 assembled price 140,000.00 rubles, buy in Yekaterinburg. Detailed.
Cab of the car ZIL - 130 (second-hand)., Ukraine,. Delivery of the cab to Brovary is optional.
Repair - Fuel tank ZIL-130.5301 125l AMO ZIL +7 (495) 506-6399, +7 (926) 910-8568. Powder coating
Cab lining ZIL-130, ZIL-131, ZIL-133 GYa, GAZ-52, GAZ-53, GAZ-66, MAZ-500 Cargo and special.
Buy spare parts ZIL 130 in the auto parts store: sale of auto parts zil 130. On ria you.
Home / Spare parts for ZIL trucks / Spare parts Bychok (ZIL) / Cab and body parts.
VIDEO
Photo report on the restoration of Zil 130
We have 12 KAMAZ trucks at our enterprise, 7 of them I made according to the same scheme as in the video. The roof of this car was torn off after 50 thousand runs, they solved the problem by riveting it in a circle. Now the mileage is 200 thousand and the result of the quality of the manufacturer's plant is visible. The cabin is all rusty and full of holes, the painting was done without metal processing, hence the result. So we have to finish the factory "kosyachki". 5 other rotting KAMAZ trucks are approaching.
About Zilka and about Zilka, a story-story. Zil 130 ZIL 131 ZIL 133 ZIL 133 GYa ZIL 4331 ZIL 441510 ZIL 431810 ZIL 125 ZIL 157
Pokaži kontrolnike predvajalnika
one of my favorite cars)))
+ Do-it-yourself car repair joked
I did everything perfectly well, I had to paint the bumper
+ rope kunashev Then I did not have time, I had to urgently go to harvest grain. I painted in the evening, and the next day after lunch I was already on the field.
What kind of paint did you use?
But it looks gorgeous, even better than it came off the assembly line once, the headlights shine.
+ Restile Primer Body 992, paint COLOMIX 303, Khaki color, but it turned out not quite dark, according to the idea it should be even darker
SPARE PARTS AND ASSEMBLY PARTS
SPECIAL EQUIPMENT BASED ON URAL, MAZ, KAMAZ ____________________
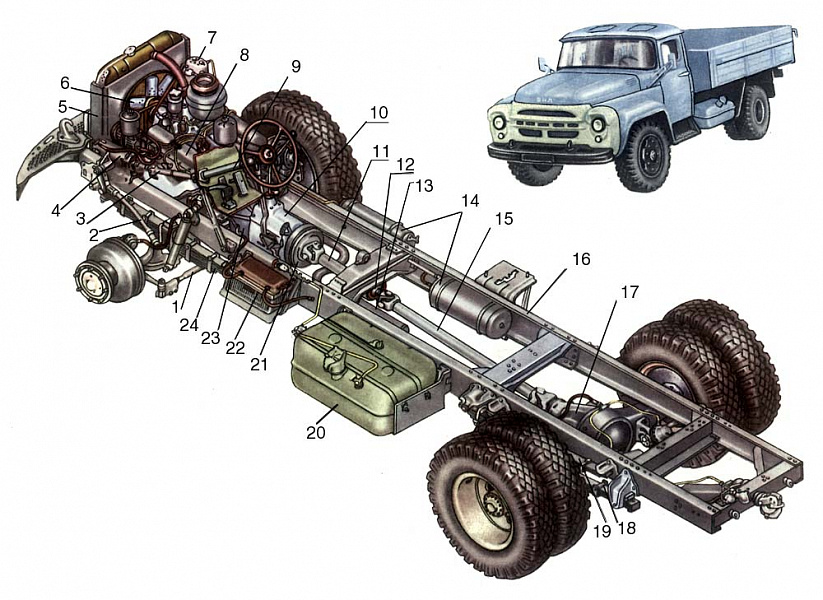
Frame of the car ZIL-130
Details of the ZIL-130 frame are made: longitudinal beams from ZOT steel (with the addition of titanium); cross beams No. 1, 4 and 5 of steel 20; cross beams No. 2 and 3 from Art. 08.
Dismantling the frame.Before repair, all riveted joints of the frame should be disassembled, the parts washed, carefully inspected with preliminary cleaning of stress concentration points to detect subtle fatigue cracks.
To disassemble the riveted joints of the frame, pneumatic chipping hammers, gas cutting and air-arc cutting with carbon electrodes are used.
Repair of longitudinal beams. The longitudinal beam is straightened if the curvature of the upper beam is more than 2 mm over a length of 1000 mm or more than 5 mm over the entire length of the beam; or the curvature of the vertical wall is more than 2 mm over a length of 1000 mm or more than 10 mm over the entire length of the beam. The longitudinal beam is straightened in a cold state on a press or a special stand.
To straighten the twisted longitudinal beam, the racks are installed at a distance from each other, depending on the length of the beam and the location of the twisted section, fold back the slats, install the beam on roller supports, close the slats and lock them with pins.
Then the beam is pressed against the roller bearings with screws. With the help of pneumatic cylinders, the longitudinal beam is raised so that the movable supports and the hammer of the hydraulic press do not interfere with the straightening.
The position of the longitudinal beam is fixed with stoppers in the guides. Then, by rotating the handle of one of both struts, the twisting of the longitudinal beam is eliminated.
To correct the curvature of the vertical wall of the longitudinal beam, the movable supports are installed on the table of the hydraulic press, depending on the size and location of the deflection, and are fixed with persistent fingers.
Then the longitudinal beam is installed with a concave surface on the supports, and its ends are fixed in the racks.
By correcting the relative position of the racks and the hydraulic press, they find a convenient position for straightening. Repair of fatigue cracks on frame parts.
To determine the location and edge of cracks in the ZIL-130 frame parts, the damaged areas are thoroughly cleaned to a metallic sheen with a rotating steel brush. Then the defective area is washed with kerosene and wiped dry.
Using a magnifying glass with a sevenfold magnification or crocus powder (diluted in kerosene) and a magnet, examine the damaged area and make a mark with a core at a distance of at least 50 mm from the visible end of the crack.
A fatigue crack occurs without permanent deformation of the material and its edges match exactly. Therefore, a crack is cut before welding to provide a butt-weld gap.
If the visible end of the crack is located on a shelf or profile bend, then the slot is made along the entire shelf and along the wall at least 50 mm from the shelf, and if the crack has spread to the wall, then the slot is made 50 mm further than the visible end of the crack.
The butt-weld slot improves the quality of the weld seam welding, and also provides the invisible end of the crack along the line of its visible end without grooving.
When repairing frame parts, it is allowed to weld cracks, cut or cut out the damaged part and weld on an additional part. All welds must be butt welded.
Overlapping welding of reinforcing linings of trough-shaped inserts and additional parts is not allowed. In case of cracks passing through the holes for the rivets of the fastening of the crossbars, the damaged area is cut out and an additional part is welded, which is made from rejected frame parts or sheet steel Art. 3.
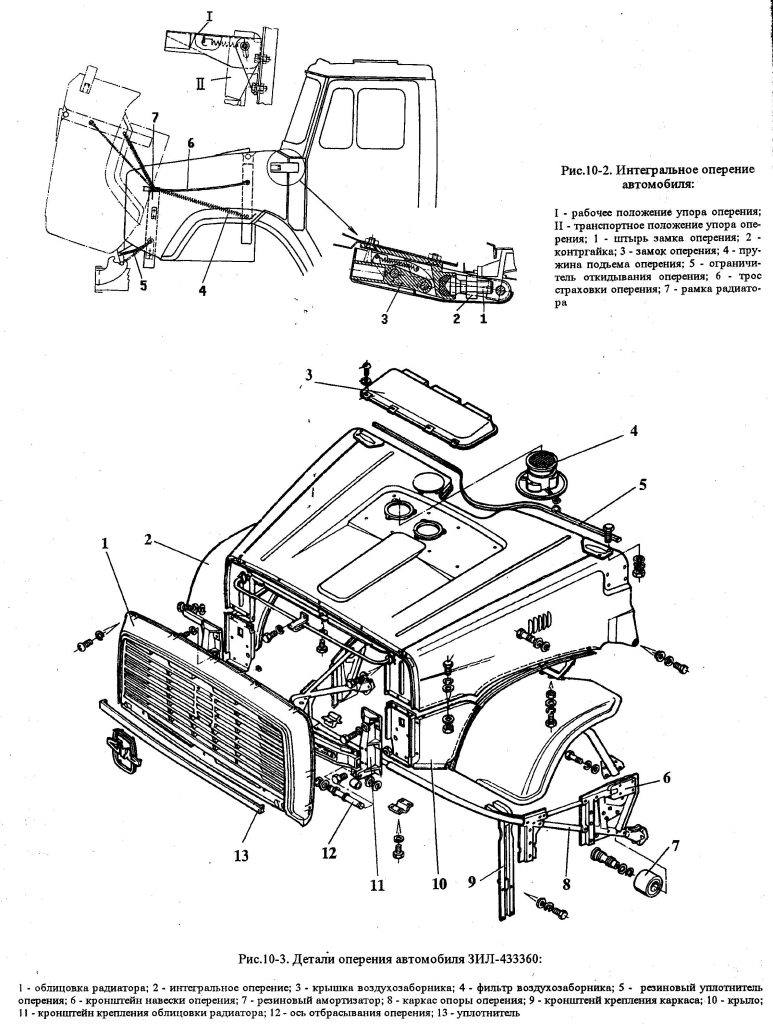
Repair of the cabin and tail of the ZIL-130
The main defects of the ZIL-130 cockpit and tail:
Dents on the front, rear, roof, floor and door sill panels.
Dents with sharp bends and tears in the front, rear, roof, floor and seat panels.
Breaks along the lower opening in the front of the cab at the wing attachment points.
Cracks: on the front and rear panels, on the floor, roof, on the threshold, from the corner of the door openings to the windshield, on the flanging at the interface. the inner panel with the floor, in the doorway, in the hinge attachment points, in the seat stand attachment points.
Corrosion damage on the lower belt of the cab, on the rear panels, front end panels, door sills, on the floor.
Dents on the inner and outer door panels.
Cracks or tears on the inner and outer panels, at the hinge attachment points ..
Curvature of the flanged part of the panel.
Separation of panel amplifiers, door frame brackets, panel connectors, seal holders.
Corrosion damage to the bottom of the panel.
Dents in the cladding at the bottom.
Cracks and tears in the cladding.
Separation of the cladding amplifiers: top, bottom and side.
Cracks and tears through the headlight and sidelight holes and mounting holes.
Dents on the hood panel of the ZIL-130.
Cracks or tears in flanges or anywhere else.
Detachment of the bonnet latch pin fastening bonnet, fixing plate, amplifier and bracket on the front bonnet reinforcement, plate holder. bonnet mountings, horn amplifier, and rear amplifier bulkhead.
Cracks or tears in the wing.
Detachment of reinforcements and wing sidewalls.
Corrosion damage to the wing.
The method for detecting these defects is external control. For the repair of the cab, a bogie conveyor with mechanical movement is used, which consists of stands-bogies, guide rail tracks, traverse bogies for rearranging the stands-bogies on a return rail track, and traction chains with drive and tension stations.
The ZIL-130 cabin is being repaired using the flow-guard method. At the first post of the production line, the doors are removed, the damaged and unusable parts of the panels and the nodal joints of the cabin are defective and cut out. On the damaged and unusable parts of the cabin panels, special marking templates are installed and marked with chalk.
Marking templates correspond in shape to additional repair parts, and in overall dimensions are smaller than repair parts by 25 mm along the lateral notch. At the second post of the production lines, the bent places of the cabin panels are straightened. At the third post of the production line, cracks, holes, breaks are welded and the hinges of the cab doors are replaced.
To check the distortions and deflection of the openings of the windshield and pillars of the doorways, verification templates are used in the form of a frame welded from angle steel. Skews and deflections are eliminated by using mechanical and hydraulic stretchers with a set of removable mandrels, depending on the shape of the stretched or compressible surfaces, as well as rubber and wooden pads.
Mechanical stretching is a pipe, into the ends of which threaded bushings with right and left threads are installed and welded. Screws are screwed into the threaded bushings, the outer ends of which have holes for the pins for fastening replaceable mandrels. To edit openings on
Video (click to play).
The configurations of the mandrels correspond to the shape of the surface to be straightened. The place for the support of the guy wires is chosen so that one mandrel rests against a solid base, and the other against the place of deflection. Then, rotating the pipe through the hole in its middle part with the help of a knob, they correct