In detail: do-it-yourself plow share repair from a real master for the site my.housecope.com.
The main working parts of the plow (Fig. 123) are the body, consisting of a share 6, a blade 1, a field board 7 and a rack 2, a draft 3, a skimmer 5, a knife 4 and a soil-dredging share 8.
Dullness of the plowshare, as well as wear or deformation of the blade, skimmer, knife or field board, increases the traction resistance of the plow, leads to excessive consumption of fuel, worsens the quality of the seam turnover, its crumbling and incorporation of plant residues.
Rice. 123. Working bodies of the plow installed on its frame
Two types of plowshares are used in plows:
trapezoidal - with a straight cutting edge (Fig. 124, a) and chisel - with a thickened and downward curved toe (Fig. 124, b).
Plowshares are made of durable and wear-resistant steel grade L65 and thermally treated to increase wear resistance. However, the working conditions in the soil are so difficult that the plowshares wear out quickly. When the ploughshare is worn, the blade becomes dull and the shape of the nose changes. In fig. 125 cross lines mark the edges of the worn-out trapezoidal and chisel-shaped blades. When the blade becomes dull, its thickness increases, and a faoca (back of the head) forms on its reverse side. When the plowshares are worn out, the plow performance deteriorates, i.e. the plowshares lose their ability to go deep into the soil, and the plow's stroke stability is disturbed. The plow share must be repaired when its width is reduced by 10 mm compared to the width of the new trapezoidal share, or when the length of the nose is reduced by 25 mm compared to the length of the nose of the new chisel share.
| Video (click to play). |
Repair of plowshares is reduced to blade retraction, sharpening and heat treatment. Repair of plowshares is carried out in order to restore their size and shape, as well as to give them durability.
The ploughshare section has a thickening - a stock of metal, which is called a "store". When repairing a worn ploughshare, its shape is restored by a blacksmith's guy at the expense of a stock of metal in the "store". The ploughshare pulling is done manually, usually in several heats, since the blacksmith does not have time to pull off the entire ploughshare in one heating. When pulling the share manually, it is necessary to always strive to reduce the amount of heating, as with repeated heating, cases of metal burnout are possible.
The drawback of the share on a lever or some other mechanical forging hammer is usually done in two steps. In this case, the length of the heated part of the share must each time slightly exceed half of the share.
To reduce heat loss and prevent carbon from burning out of the surface layer of the metal, the part of the share that is not heated is covered with fresh coal.
The forging guy of a worn out share is made in the following order. The ploughshare is placed flat in the forge so that it is heated from the side of the blade to a width of 60-80 mm; the rest of it, which does not require heating, is covered with fresh coal. It is necessary to heat the share for the quickdraw at first slowly, until
luminescence, ie, up to 500-600 °. It is impossible to heat the share directly to the forging temperature in order to avoid the formation of cracks. As soon as the ploughshare is heated to 500-600 °, the heating rate is increased and the temperature is brought to 850-1200 ° (up to light red and orange heat).
Rice. 124. Plowshares: a - trapezoidal, b - chisel
Rice. 125. The shape of worn out plowshares: a - trapezoidal, b - chisel
The heated ploughshare is taken out of the forge, placed with the front side on the anvil, and from the back side, the stock of metal is dispersed from the "store" with frequent blows from the parking brake or hammer.A ploughshare made of steel grade L65 can be pulled (forged) only at temperatures above 800 °. The drawing is stopped when the plowshare cools below 800 ° (with a cherry-red heat) and is resumed after reheating. The drawn part of the ploughshare is ironed on the anvil with a trowel along the entire length of the cutting part so that the thickness of the blade is 1–2 mm, then the irregularities formed from hammer blows are removed.
When pulling, the shape and size of the plowshare is checked with a template (Fig. 121, a). For the drawn share, deviations in size are allowed against the new: in length by ± 15 mm, in width by + 4 mm.
The ploughshare, after drawing and ironing, when it is still in a heated state, is clamped in a locksmith's vice and its blade is sharpened with a file. Then the cooled ploughshare is sharpened from the front side on a naphtha sharpener. After sharpening, the width of the edge of the blade should be no more than 5-6 mm, and the thickness of the blade should be within 0.5-1 mm. The share blade should not be sharpened thinner than 0.3 mm, otherwise it will wear out quickly during operation.
Heat treatment of the drawn share consists of hardening and tempering. During hardening, the plowshares are heated along the blade by about one third of its width. Heating in the furnace to a temperature of 780-820 ° should be uniform (light cherry-red heat). The heated ploughshare is quickly cooled in a water bath. The water temperature in the quenching bath should be 30-40 °. The ploughshare is lowered into the bath with its back down. If the share is dipped into the hardening bath with the blade, it can crack. Do not lower the ploughshare flat, as in this case it usually warps. The ploughshare is kept in a quenching bath until the water stops boiling, after which it is taken out of the bath and slowly cooled in air.
When the chisel share is hardened, cracks may appear on the blade. To avoid this, it is necessary to pre-cool the place of transition from the tip to the blade at the heated ploughshare by applying to it for 2-3 sec. a wet rag, only after that the ploughshare is quickly lowered into the hardening bath.
To reduce the fragility of the ploughshare, which occurs during hardening, it is tempered. For this, the ploughshare is reheated to 350 ° (discolored gray) and then slowly cooled in air.
During hardening, the ploughshare often warps. The warped ploughshare is ruled over the anvil by the blows of a hammer. The blows on the share should be applied carefully and not hard.
The hardness of the hardened part of the share is checked with a personal file. The file must not leave any marks on the hardened part of the share.
In RTS repair shops, plowshares during repair are welded with high-quality electrodes or a charge of V-9 hard alloy. This method of repairing plowshares increases their durability. An increase in the wear resistance of the plowshares is also achieved by hardening their outer layer with high-frequency currents.
Holders of the patent RU 2344913:
The invention relates to agricultural engineering, in particular to methods for restoring plowshares, and can be used for restoration with hardening of plowshares of agricultural machinery. The method consists in the fact that a groove is made on the surface of the share blade, the groove is filled with solder, cermet plates are installed on the solder, an additional layer of solder and flux is applied at the junction of the plates with the vertical edge of the groove. Then the plates are heated until the solder melts and the ploughshare with plates in a heat-insulating collector is cooled to room temperature at a rate of 4 ° C / min. In this case, L63 grade solder is used as a solder, and FK-250 flux is used as a flux. The plates are heated with a hydrogen-oxygen flame of the burner at a gas mixture pressure of 0.5 MPa and a distance from the burner nozzle exit to the plate surface - 50 mm. The technical result is to increase the adhesion strength of the cermet plates with the plow share. 1 tab.
The invention relates to agricultural engineering, mainly to machines for soil cultivation, and can be used to restore and strengthen plowshares of agricultural machinery.
There is a known method of obtaining wear-resistant blades of working bodies of soil-cultivating tools by strengthening their blades, which consists in the fact that in order to form waviness of the blades leading to their self-sharpening, a harder metal is placed on the smooth surface of the blades intermittently and parallel to the cutting edge, followed by limiting the surfacing zone (see AS USSR No. 461721, class А01В 15/04, publ. 1975).
However, when using this method, the share has a relatively low wear resistance, since the non-melted part of the share wears out much faster than the welded areas, as a result of which the hard alloy being welded is exposed and crumbled, which worsens the conditions for self-sharpening of the share.
The closest to the proposed method in technical essence and the achieved result is a method for restoring plow shares by applying hard alloys to their cutting bodies. Its essence is as follows: in order to increase the service life of plowshares and cultivator paws, the application of hard alloys to their cutting bodies is carried out in two stages: the first is welding of a steel lining on a worn out nose, followed by its surfacing with hard alloy; in the second stage, after intermediate operation, the worn out is pulled the straight part of the blade of the cutting bodies with its subsequent hard-facing (see AS USSR No. 241959, class А01В 15/04, publ. 1969).
However, the working surfaces of the plowshares, restored by this method, have a low adhesion strength between the hard alloy and the base metal, as a result of which the restored plows are short-lived during operation.
The objective of the invention is to increase the breakout force and, as a consequence, the adhesion strength of the sintered plates with the plow share, as well as to reduce the consumption of sintered plates and to increase the plowing performance by increasing the working speed of the plowing unit.
The task is achieved by the fact that in the known method of restoring plowshares on the surface of the plowshare blade, a groove is made, the groove is filled with solder, cermet plates are installed on the solder, an additional layer of solder and flux is applied at the junction of the plates with the vertical edge of the groove, the plates are heated until the solder melts, and the ploughshare with the plates in the heat-insulating collector is cooled to room temperature at a rate of 4 ° C / min, while the L63 grade solder is used as the solder, the FK-250 flux is used as the flux, and the plates are heated with a hydrogen-oxygen flame of the burner at a gas pressure mixture of 0.5 MPa and a distance from the nozzle exit of the burner to the surface of the plates - 50 mm.
The method is carried out as follows.
Plowshares of plows, taken for restoration, must meet the following requirements: they must be cleaned of contamination to a state that allows inspection and detection of defects; the thickness of the base of the worn share in the area of the bolt holes is at least 8 mm; the width of the worn share, determined from the back (non-working) side as the distance from the back to the occipital chamfer - not less than 100 mm.
A groove with a depth of 1.5 is made on the surface of the plowshare blade. 2.0 mm. This operation is performed on a vertical milling machine.
Then, L63 solder is placed in a previously prepared groove at regular intervals, after which metal-ceramic plates TN-20 or T15K6 are installed on the solder. After that, an additional layer of solder and flux of the FK-250 brand is applied to the junction of each plate with the vertical edge of the groove.
Next, the plates and the restored plow share are heated using a portable gas welding apparatus MBV-500 with a hydrogen-oxygen torch flame. Process modes: the distance from the burner nozzle exit to the surface to be restored is 50 mm, the oxygen consumption is 400 l / h, the hydrogen consumption is 375 l / h at a gas mixture pressure of 0.5 MPa. In this case, the burner is alternately stopped over each plate, trying to ensure its uniform heating. Heating is continued until complete melting of the solder occurs. In this way, each plate is soldered. Exposure to a hydrogen-oxygen flame does not adversely affect the used solder, flux, cermet plates and share metal.
Then the recovered ploughshare with the brazed metal-ceramic plates is placed in a heat-insulating collector heated to a temperature of 620.630 ° C, together with which it is cooled to room temperature, the cooling rate being 4 ° C / min.
The results of comparative tests of the proposed method and prototype are shown in the table.
The following malfunctions and wear are possible in plow bodies: the share blade becomes dull, a chamfer appears on the back side, the toe is rounded, the share narrows in width. There are frequent cases of breakage of the ploughshare and the mowing of its working part as a result of striking the roots and stones when plowing high-speed plows when the pile of the dump is worn out, the shape of the field cut changes, its edge is rounded, the working surface is worn out and the toe breaks off, at the wing it wears out 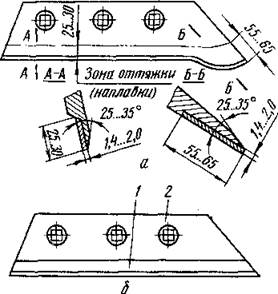
working surface. The field board and stains wear out from the furrow side and underneath.
The blade of the share when blunt is sharpened by the working side to the thickness
Ploughshare a-self-cleaning; b-composite welded; 1-strip; 2-back
The shape of the worn-out working surface of the blade is checked with a template. Deviation from the template is permissible no more than 6 mm. If the toe of the chest breaks, the blade can be restored. To do this, the broken off part is made from an old dump, according to a template, adjusted at the junction and electrically welded from the back to the worn dump. Before welding, the workpiece is thermally treated to obtain a hardness of NKS 62. 50. To remove heat during welding, the areas near the seam are coated with a solution of clay with asbestos, a 5 mm thick red copper lining is placed under the seam, and a rag soaked in water is placed under the lining. After welding, the seam is cleaned. When the field edge of the blade is worn out, it is deposited by sequential overlay. rollers with T-590 electrodes and sharpened at an angle of 45. 50 ° to the work surface.
With slight wear, field boards are restored with hard surfacing, followed by sharpening, or use the unworn side of the board, turning it over. For this, holes are made in it and hardened.
Crumpling of the knife blade is allowed in no more than three places with a depth of up to 1.5. 2.0 mm and length up to 15 mm. Disc warping is allowed no more than 3 mm. Warped discs run cold on the stove. They are sharpened to a blade thickness of 0.5 mm on an OR-6112 device for sharpening circular knives and on accessories for a lathe with cutters with plates made of hard alloys T15K6, etc. Axial and radial runout of the disc is allowed no more than 3 mm.
The wear of the ends of the disc hubs up to 8 mm is compensated by setting washers in such a way that the gap between the spurs of adjacent discs is at least 4 mm. Cast iron parts with cracks are welded with PANCH-I flux-cored wire by electric welding or hot gas welding with cast iron rods.
Limit display of worn-out cutting bodies of tillage machines
You can ask questions only after registration. Login or register, please.
Look at the plow, what needs to be replaced in it, so that it plows and does not cut furrows. I'll try to post a photo, it seems to me that the first dump is mowing to the right, I will be very grateful for your help.
Well, yes, the first building is crooked. Does the second body also leave a furrow?
Firstly, you need to set all the bodies in one plane, and secondly, adjust the plow. Your dump does not work completely, hence the ridges.
In my opinion, there can be two reasons:
1 The plow is blocked in the furrow
2 low speed
In other cases, the ridges would be different, but you have all the same ridges
The moldboard of the first body differs from the 2nd and 3rd, and what is the rear wheel track of the tractor?
Adjust the plow.
do you drive a tractor along a furrow or across a field? the first body does not throw a lot to the previous track. the dumps are normally sanded, which means there is a turnover of the seam. the trail from the pukary is even and clean, it goes exactly judging by the fact that all the dumps have the same grinding height . well, almost a plowshare and breast 
dumps, but this is not fatal (the solarium will eat a little more and plow a little less). Reduce the width of the grip a little, closer to the plowing of the wheels (lumps) and everything will be great. The speed is not needed. your plow has classic dumps (not high-speed). idling
Make a harrow after a plow and you will be happy.
- something knocks in the engine.
- make the radio louder and you will be happy
Economic policy is above all the art of implementation, not the art of making plans. (A.V. Chayanov)
We create conditions for development:. support of agricultural producers in terms of not hindering them. P.N. Cherkasov, Natalinskoe Moscow Region.
It is a fact that the plow must be regulated, but in addition, it is necessary to regulate the way the plow is mounted on the tractor. then the arable land will be beautiful.
Economic policy is above all the art of implementation, not the art of making plans. (A.V. Chayanov)
We create conditions for development:. support of agricultural producers in terms of not hindering them. P.N. Cherkasov, Natalinskoe Moscow Region.
How not to adjust the plow, but the grooves and lumps will still remain. Especially on hard ground. With the harrow, it turns out perfectly even.
And what, so exactly what can you sow without leveling with a cultivator?
do you drive a tractor along a furrow or across a field? the first body does not throw a lot to the previous track. the dumps are normally sanded, which means there is a turnover of the seam. the trail from the pukary is even and clean, it goes exactly judging by the fact that all the dumps have the same grinding height . well, almost a plowshare and breast
The plow plows normally, the track from one pass is even 
But the fact that the first corpus does not add much to the previous one, then this is a problem, and rather it can be cured in two ways: 1) Pull the plow with chain ties closer to the right side (the plow is far away from the furrow, maybe
also field boards can compost brains)
2) Just digest the plow attachment point (automatic coupler triangle).
Specifically, it's up to you to decide.
Do not rush to do good. Good should be done slowly so that it is noticed and appreciated.
An equestrian plow, a tractor plow or for a walk-behind tractor is an indispensable thing in a backyard farm. The plow plows the soil, turning the top layer of the soil, which reduces the amount of weeds, makes the soil softer and more pliable. You can not only buy a plow, but also make it yourself. To do this, in addition to tools and materials, you need to have an idea of \ u200b \ u200bthe structure of the plow and its geometry.
It is possible to make a plow correctly only when there is an understanding of the plowing process, as well as the purpose of each of the parts of the plow.
When plowing, the plow wedge cuts into the soil at a specific angle, depending on the softness and moisture of the soil. The wedge separates the reservoir, lifts and compresses it, while simultaneously dividing the reservoir into several parts. The angle of entry depends on how many parts the earth layer will be split: the larger the angle, the larger the split. But if the angle of entry is more than forty-five degrees, then the soil stops sliding on the working surface of the plowing device, and begins to accumulate in front of it, making further work difficult.The vertical plow, that is, with a sharper leading angle, separates the soil from the edge of the furrow and compresses it horizontally. A plow with a horizontal steering angle works differently: it deflects and turns the soil layer.
A typical working plow consists of:
- A ploughshare that cuts the soil
- Dump,
- Knife,
- Field board,
- Racks,
- Skimmer.
Additionally, the plow can be equipped with:
- Stronger metal frame
- Wheels
- A mechanism that corrects the work of the plow relative to the tractor,
- Hydromechanisms,
- Pneumatic hydraulic system.
The dump can have several types of working surface:
- Screw,
- Cylindrical,
- Cylindroid.
The cylindrical one perfectly grinds the soil, but the formation forms poorly. This is not always convenient. The cylindrical working surface is usually used for working in soft soil. The most convenient and practical to work with is a cylindrical surface, which crumbles and turns the soil well, and also copes with both dry and wet soil.
To make a plow at home with your own hands, you must have:
- Rollers,
- Grinder,
- Gas cutter,
- Fasteners,
- Measuring tool,
- Hammer,
- Welding machine,
- Scissors for cutting metal.
Before starting work, it is recommended to draw up a drawing or diagram, or find a ready-made version on the Internet. This will allow you to visually represent the progress of work, the location of all parts and fasteners.
The easiest option to manufacture. One-sided device can be made as one-piece, in the form of a single body, and collapsible. The collapsible version is convenient in that it allows you to remove the ploughshare for sharpening. The ploughshare can be replaced with a disc from a circular plate. The dump is usually done in two ways. The first of them requires the use of a pipe cut, about five millimeters thick and fifty centimeters in diameter.
A workpiece is cut out of the cut, and using an angle grinder, it is brought to the desired size. The second method of making a dump involves the presence of a steel sheet, four millimeters thick, or a cylinder with the same wall thickness, but with a section of about 50 cm.Using a welding machine or metal scissors, a shape is cut out and bent in the form of a cylinder. If there are deviations from the required dimensions, you can use a hammer for rework.
Any drawings provide six constituent elements:
- Metal disc or ploughshare,
- The foundation,
- Spacer plate,
- Side flap,
- Pipe cut for the flap,
- Field work board.
The ploughshare is usually installed using a sheet of metal and several wedges, beveled at an angle of twenty-five degrees. Fastened by two-point welding, and it also connects the rack and the side shield. It is advisable to make the shield a centimeter higher than the lower edge of the share, while the edges of the shield should overlap the edge of the blade by five or six millimeters.
The ploughshare with the blade is fastened by welding so that they are a single whole, without gaps and irregularities. The angle formed between them should not exceed seven degrees. A welded share and a blade are attached to the side stand, and the stand itself is welded first to the base, and then to the spacer plate. Finally, the corners of the share are welded to the base. All traces of welding and seams are cleaned, and the blade with a share is sanded.
This type is more efficient for plowing large tracts of land. For manufacturing, a solid steel frame is required, made of a round or rectangular profile, at least two millimeters thick. The size of the frame depends on the number of work pieces required and the control element. In the working body, the share must be placed from below, since its role is to move a layer of earth to the dump. The dump turns over the soil, cuts and shifts, forming a furrow.
The stand is necessary for attaching working tools to the frame and holding the knife. Several adjustable holes are made in it, which will allow you to change the plowing depth.Usually the rack is welded from a metal plate, at least a centimeter thick, and attached to the frame with bolts.
The frame with all the working tools is attached to the mini-tractor or walk-behind tractor with a home-made drawbar or hitch. The drawbar must necessarily have a handle, and have a straight or V-shape. The second form is more efficient as it makes the plow much more stable. Also, for greater stability and straightness of movement, you can install field wheels. They are attached to the frame with an adjustable bracket.
To assemble a plow with your own hands, you need to adhere to one very important rule: all the parts of the device are welded first by spot welding, and only when all the parts are in their places and fastened correctly - the final one. The quality of workmanship is easy to check - for this, the blade with the share must be removed, and the plow itself must be placed on the table. Pressing the plow tightly, check the coincidence of the table surface with the horizontal surface of the runner. If there are no deviations, everything is done correctly.
You can also determine a good build by the following criteria:
- The sharp edge of the share is located two centimeters below the runner,
- The share with the blade does not protrude beyond the vertical edge of the runner by more than a centimeter,
- There is no gap between the skid and the blade.
A home-made device is mounted on a walk-behind tractor next to the plowing area. They start with the installation of steel wheels - they prevent the walk-behind tractor from slipping in the soil. The next step is to attach the plow, but do not completely tighten all the fastening nuts. With their help, the device will be adjusted, which begins on a special stand. The height of the stand should be equal to the depth of plowing. After mounting and checking the fastening of all units, the plow is placed on the ground.
The performance test is carried out on three-furrow plowing.
This is sufficient for measuring depth and checking overturned formations. If the furrows run over one another, or the distance between them is more than ten centimeters, all components must be adjusted again.
















