In detail: DIY aluminum boat repair from a real master for the site my.housecope.com.
Vyksa Nizhny Novgorod region
Duralumin housing repair.
Traces of corrosion are removed with hard hair brushes, and, if necessary, with an emery cloth with m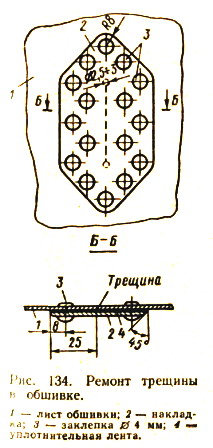
aslom. The cleaned areas are wiped with B-70 gasoline and after 15 minutes of exposure - with a rag soaked in acetone. Then the pure metal is primed twice and painted.
Defective rivets must be drilled out (not chiselled off with a chisel). To do this, first you need to screw the center on the mortgage head, then drill a hole with a drill (with a bottom-meter equal to the diameter of the rivet rod) to a depth equal to the height of the mortgage head; after that, the head breaks off easily, and the rest of the rivet is knocked out with a beard.
Scratches on sheets with a depth of no more than 0.2 mm, as well as the smallest nicks (without cracks), it is enough to clean up with sandpaper and restore the protective paint and varnish coating.
Deep dents are straightened after heating the damaged section of the skin and the set squares reinforcing it to a temperature of 600-700 ° C. A blowtorch or gas torch is used for heating. After cooling in air, the metal becomes ductile, and the deformed part can be straightened without the fear of cracking. Critical parts of the hull, such as bottom sheets, frames and bottom ribs, after straightening will need to be heated again and then cooled with water.
When a crack is found, its propagation is limited by drilling at the ends of holes 2.5–3 mm in diameter. Then
(from the inside of the case) an overlay of the same metal as the part being repaired is placed. The overlay should cover the crack on all sides by 20-25 mm. Before riveting under the pad, it is necessary to lay a sealing tape (fig. 134). 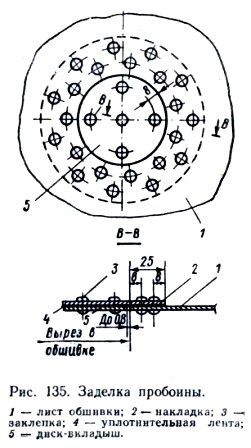
| Video (click to play). |
Small (up to 70 mm) holes in the skin are sealed with linings from the inside of the body and inserts (fig. 135)... The diameter of the lining should be 50-60 mm larger than the diameter of the cut-out to ensure the overlap required for riveting with a double-row staggered seam with a rivet pitch of 15-20 mm along the entire perimeter. A round insert-liner is placed in the cutout flush with the casing so that the gap between the liner and the cutout edge does not exceed 1 mm. The insert is riveted with a single-row seam with a 20 mm pitch.
Larger holes are sealed in the same way, but the lining from the inside of the case is not made solid, but annular - with an inner diameter 50-60 mm less than the diameter of the insert.
In case of significant damage to the casing, it is necessary to replace the entire sheet or most of it. When replacing part of the sheet, it is better to place additional joints on the frames. Make the size of the overlap and all other joining elements the same as at the nearest seam (see also tip 148).
In case of damage to parts of a transverse or longitudinal set (through cracks, breaks), duplicate squares are superimposed on the areas to be repaired. When replacing a part of a part (for example, a stringer), an insert is installed, which fits to both ends of the remaining parts of the parts as tightly as possible (the gap should not exceed 0.2 mm) and is connected to them using short butt overlays (fig. 136).
After repairing the casing, check the watertightness of the riveted seams with kerosene.
Here are some general information on manual cold riveting.
There are direct and reverse riveting methods; at the first blows with a hammer are applied from the side of the closing head, i.e. the riveted head, at the second - from the side of the mortgage head.The reverse method is used when, for example, it is inconvenient to strike from the inside of the body (as a rule, rivets are inserted from the outside).
When riveting, such tools are used (fig. 137):
mandrel 1 - a steel rod sharpened on a cone, with its help holes are aligned when assembling parts;
support 2 - a massive steel or cast-iron rod, which serves to press the insert head in the direct riveting process;
casing 3- a steel rod with a hole (in the center), the diameter of which is 0.5-1.0 mm larger than the diameter of the rivet; used to seal the parts to be joined around the rivet shank 4;
crimp 5 - steel rod with a hole in the shape of a closing head; striking the crimp with a handbrake, rivet the protruding end of the rivet rod.
It is better to use rivets from AMg-5 or AMts alloys when repairing aluminum-magnesium alloy cases, and rivets from B65 alloy for duralumin cases.
Riveting of the set to the skin is usually performed with a single-row chain seam; waterproof cladding joints - two- and three-row staggered strong-tight seams.
Parts can be joined close or end-to-end on one-sided or double-sided lining strips.
Rivet diameter d can be taken equal to twice the thickness of the material from which the parts to be joined are made. When riveting parts of different thickness, the smaller is taken into account; if the difference in thickness is significant (2 mm or more), the rivet diameter is determined by the formula d = 2 (root of S), where S is the total thickness of the sheets. The latter should not exceed 4 d.
The length of the rivet shank must be equal to the total thickness of the riveted sheets, added with the value R, necessary for the formation of the closing head; for semicircular head P = 1.5 d, conical - 1.3 d, semi-secret - 1.1 d, countersunk - 0.9 d.
Distance WITH between the rows of rivets, which determines the strength and tightness of the connection, is assumed to be equal, depending on the type of connection, 2-5 d (for example, for the joints of sheathing sheets, the distance between the rows should be -3 d).
Step t, that is, the distance between the centers of adjacent rivets in the same row, for tight seams, take from 3 to 5 d (and for other joints - from 8 to 10 d. The distance of the rivet center from the edge of the sheet, profile or overhead strip is taken equal to 1, eight-2 d.
The rivet holes are carefully drilled with a hand or electric drill. Hole diameter d otv should be slightly larger than the diameter of the rivets:
The sockets for the embedded heads of countersunk and semi-countersunk rivets are countersunk at an angle of 90 °. The depth of the sockets for the countersunk insert head with the reverse riveting method should be 0.1 mm less than the rivet head height, and with the direct riveting method it should be equal to the head height.
Before riveting, the parts are assembled on mounting (assembly) bolts installed every 10-12 holes. The riveting is carried out from the middle of the seam to the edges; at the end, the assembly bolts are removed, replacing them with rivets.
The direct riveting process is carried out as follows: a support is installed under the head of the rivet inserted into the hole, a casing is put on the rivet rod, then the connection is sealed with several hammer blows, after which the closing head is formed by hitting the rivet rod protruding from the connection with a hammer. If necessary, the closing head is formed by crimping.
An aluminum boat, like any other, requires careful inspection and, if necessary, repair.
It is not always possible to entrust repairs to a specialist; often boats are repaired by their own hands.
Having carefully examined the aluminum boat, you should understand what kind of repair is needed.
Inspection begins from the bottom of the boat, for this it is turned over. Look for cracks, rusted spots, lost or loose rivets.
The transom of the boat experiences the greatest load during operation, and special attention is paid to it. 
Of course, various breakdowns are possible, but in the article I consider only those that are inherent only in boats made of aluminum and its alloys.
One of the most common damage to an aluminum boat is corrosion. Often cracks are hidden under the corrosive spots. If you do not fight with it, then as a result, a hole will form in the bottom.
To determine the depth of damage, it is best to clean the bottom of the boat with a grinder. Peel to metal. 
After rough cleaning, sand it with sandpaper, and if necessary, remove the old paint with a special remover. Then degrease, prime and paint.
When inspecting the boat, the hammer will help to determine the reliability of the rivets. It will be necessary to knock on each rivet, if it rattles and wobbles, then it will need to be replaced.
If the holes are developed, then a rivet of a larger diameter must be put in this place.
The most common rivets fail, which are located closer to the motor, they are most susceptible to vibration. 
The next step will be to seal the cracks. Cracks on a boat are most often formed in a collision, for example, accidentally stumbled upon a driftwood. Cracks can be impressive and very small.
The smallest cracks can be repaired with zinc-doped tin-lead alloy soldering.
When working with aluminum and alloys, the problem arises with tinning, the oxide film interferes. There are several ways to solder aluminum, for example, you can use an alkaline anhydrous oil, for example, gun oil. Before soldering, clean the surfaces, moisten with oil, then remove the film with a soldering iron and solder. They also use a flux by applying it to the solder.
The only way you can fix holes and large cracks in your aluminum boat is with patches.
Patches can be riveted or welded.
Welding, in general, is best used in exceptional cases when it is impossible for some reason to rivet.
Not all aluminum alloys withstand welding, often the boat hull breaks next to the weld. Knowing this, experienced welders are usually reluctant to take up the job.
But still, welding is used for repairs. Therefore, if you cook, then you need to do it on both sides and only thin sheets. 
If you are not a professional welder, you will have to transport the boat to a workshop. Aluminum boats are welded with argon.
The patch is placed on the inside of the boat. In order for it to be durable, all riveting rules must be observed.
The size of the patch should correspond to the size of the crack.
The material from which you make the patch should be exactly the same as on your boat. 
If aluminum is combined with another metal, then a galvanic pair is created. This means that galvanic corrosion will occur at the junction, which will quickly destroy aluminum or its alloy.
For the same reason, it is not recommended to use a metal brush to clean the case.
It is necessary to observe the following sequence when installing a patch using a rivet:
Some people try to seal small cracks with cold welding or glass cloth, it is a waste of time. Such repairs are impractical, all of this will quickly fall off during operation.
After repairs, the boat should be painted with a special paint.
Folk omen: Young and inexperienced fishermen have the biggest catch!
Annunciation
Last authorization:
23.07.2018 12:50:18
Barnaul
Last authorization:
27.01.2015 16:20:46
Barnaul
Last authorization:
03.06.2018 20:25:41
I have seen many times how they glue holes on Kazanki, etc.
just a rag, soaked in epoxy - and bam to the right place.
lasts - for decades, pick it out - you don't pick it out))))
Barnaul,
Last authorization:
30.12.2014 17:51:03
I have seen many times how they glue holes on Kazanki, etc.
just a rag, soaked in epoxy - and bam to the right place.
lasts - for decades, pick it out - you don't pick it out))))
Rubtsovsk
Last authorization:
06.10.2017 01:04:15
Annunciation
Last authorization:
23.07.2018 12:50:18
Rubtsovsk
Last authorization:
07.01.2018 17:34:41
Barnaul,
Last authorization:
30.12.2014 17:51:03
Rubtsovsk
Last authorization:
07.01.2018 17:34:41
Barnaul
Last authorization:
27.01.2015 16:20:46
In general, my advice to you, hand it over in meth color and buy an elastic band or PVC! And in this there is both irony and a grain of truth. As I understand it, you have not yet seen her in action (on the water), but from my experience, I will say one thing! On the water, she behaves capriciously, and strives to turn over, the floats are on her sides and are attached so that it is easier to catch her out of the water, and so on, it is heavy and inconvenient to carry and transport. In general, see for yourself, master master!
And instead of rivets, you will need to put screws, so that next time it will be easier to change the material.
Rubtsovsk
Last authorization:
07.01.2018 17:34:41
Barnaul
Last authorization:
27.01.2015 16:20:46
Cupid's keel is rubbed to holes))))))))
but Grigory and Radik got down to business.
reinforcement of 10 wire rod is just right.
will still serve for many years))))))
File comment: The frames are ice-bent.
P22-04-15_19.04.jpg [454.19 KB | Views: 9757]
Cupid's keel is rubbed to holes))))))))
but Grigory and Radik got down to business.
reinforcement of 10 wire rod is just right.
will still serve for many years))))))
Time zone: UTC + 6 hours
Users browsing this forum: no registered users and 3 guests
All materials posted on this forum are copyright and must be copied only with the permission of the administration of the RPO "Federation of Powerboat and Sports Tourism of Bashkortostan"
(c) 2013-2016 All rights belong to the RPO "Federation of Powerboat and Sports Tourism of Bashkortostan"
Voronezh fishing club> → Boats, motors, accessories → Aluminum boats (pots) questions of operation, repair and tuning
Pages 1 2 3… 6 Next
You must login or register to post a response.
- Professor
- Regular customer
- On the forum
- Where: VORONEZH
- Registered: 2010-06-01
- Posts: 5,145
- Thanked: 21959
- Per post: 26
To celebrate, I start a new topic! So I became a saucepan breeder! Rather, formally, I was one for a long time - an old cauldron of the first model (then they were still making without boules) for 15 years lay in the country, waiting in the wings. Uma, so to speak, was recruited. And now, finally, I got my hands on her - two weeks of work in the evenings and weekends, and the boat got a second life. I wanted to make a boat not only for fishing, and for the soul, just to ride for my own pleasure. The idea was almost 100% successful, which I would like to tell you about.
So, briefly in order! The boat was pulled out to a place convenient for work, cleared of branches and debris, the first inspection was carried out, which revealed a bunch of problems, many of which I did not know existed, otherwise I probably would not have reached the repair for another 10 years .... but once decided to do - there is nowhere to retreat.
Sores found:
1.hole in the side,
2. the oarlock has rotted away,
3.the transom is torn,
4.the patch on the bottom needs to be replaced,
5. In the stern, there are two shells that are rotten through and through.
6.the fastenings of the benches are loose,
7.Roted three frames on the inner side of the bottom,
8.the hood from constant walking became covered with wide cracks, reaching metal rupture and dents, the internal reinforcement of the hood fell off,
9. The drain valve has soured, the fasteners are rotten.
10. the right stern buoyancy tank is rotten.
The state is deplorable, but the eyes are afraid, but the hands are doing.
I do not know how to rivet duralumin and I don’t want to, so the main method of repair was the tightening of stainless steel bolts over the sealant.
The transom board was replaced with thick rubber, a reinforcing plate made of a thick sheet of duralumin was installed on the transom, the holes were patched, the oarlock and frames were replaced, a duralumin plate was made and screwed onto the hood, the old paint was removed, the body was cleaned, the bow compartment door was straightened, the valve was replaced with a half-inch ball valve the crane, the fastening of the benches, the buoyancy tank was reinforced, the seams were sealed with a sealant.
I decided to paint in two colors: white bottom, red top, white cockpit and stern.
Putty, priming, painting, varnishing…. four days of work - and the boat has acquired a beautiful view.
Then I installed benches, lacquered plywood floor.
Then decorations and toys: a pneumatic tube on the hood, a halogen searchlight from the UAZ, 12 volt sockets in the cockpit as onboard power connectors, a battery in the bow compartment, and the finishing touches - installing a voltage regulator on the engine (Pit 15) and connecting a generator, rubber a nose mat for a comfortable entry into the cockpit, filling the sides with foam - the pleasure yacht "YALTA" is ready!
In terms of time, everything took two weeks, in terms of money - 18-20 thousand (more precisely, I did not count). Based on the results of sea trials, I will accomplish my goal in a week or two.
Or log in through one of these services

Comments can be posted only by registered users
Register a new account in our community. This is not difficult!
No registered user is viewing this page.




pag102 08 Oct 2012
 pag102 08 Oct 2012
pag102 08 Oct 2012 pag102 12 Oct 2012
are there really no people working with polymers ((
There was a case. Two big objections are 1. adhesion. 2 temperature coefficient. extensions.
Unambiguously rivet.
pag102 15 Oct 2012
Can it be repaired with modern polymer materials?
When repairing AL bodies of some car brands, adhesive is widely used with the help of epoxy compounds and a secret liquid, which increases adhesion to metal, practically without cleaning it.
But if you clean it roughly, but to shine AL and immediately apply the compound, then I tried it myself and my hatch edging made of AD-31 is glued to fiberglass. I have been walking down the hatch with my feet for several years, and the connection is holding.
Why don't you give it a try on a test plate?
pag102 15 Oct 2012
VASYa2011 15 Oct 2012
 VASYa2011 15 Oct 2012
VASYa2011 15 Oct 2012it was the case of riveting an imported boat after being hit. pancake flows.
is there some kind of pneumatic tool?
The hammer should be much lighter than the support on the back side, otherwise adjacent joints will break. There are pneumatic hammers, they need air of about 6 kg / cm2 at a decent flow rate.
Post has been edited by Tribune: October 15, 2012 - 12:05
pag102 15 Oct 2012
VASYa2011 15 Oct 2012
The hammer should be much lighter than the stand.
And rivets, if duralumin, must be “released” before
installation, and the thiokol tape used to be used for sealing, now there are a lot of mastic-hermenics.
Rider 15 Oct 2012
 Rider 15 Oct 2012
Rider 15 Oct 2012"Treat like like like" (c) From my experience - polymers on Al alloys do not stick. The steel keel on Al Amur also caused bewilderment. Do not use welding either - the adjacent rivets will weaken and the seal will burn out.
Rivet.
steel keel on his first "Cupid" also discovered with surprise
There was a case. Two big objections are 1. adhesion. 2 temperature coefficient. extensions.
Unambiguously rivet.
Glue
adhesives have been used in the aviation industry for a long time, and there were no Cupids either.
on the first passenger jet "Komets", the metal skin of the wing and fuselage was glued. Concorde aircraft structures, made of aluminum alloy and designed for a service life of thousands of flight hours, are bonded together with epoxy-based glue. Changes in temperature and load must be assumed there are not boat. Airworthiness standards are apparently also present.
You can probably find something useful in the "manuals" for the repair of combat damage to aircraft in the field.
Post has been edited by Rider: October 15, 2012 - 15:26
Rider 15 Oct 2012
.. Probably you can find something useful in the "manuals" for the repair of combat damage to aircraft in the field.
in the next branch, the "guide" for the repair of combat damage and the protection of riveted hulls with fiberglass is already being written
5
rivets would probably go away with pleasure
SanychSan October 15, 2012
 SanychSan October 15, 2012
SanychSan October 15, 2012we have few such specialists. it was the case of riveting an imported boat after being hit. pancake flows. And a passing question. How should this procedure be carried out? about rivets like found information 2 types use.and what rivets? is there some kind of pneumatic tool? there is revenge that narrow completely from the inside you can't crawl
All this is riveted by the method of back riveting. They knock on the head, through a mandrel, or a pneumatic hammer (KP-14 = up to 4mm and KP-24 from 5 ki). Inside there is support (such with a shape along the profile - 2.5 kg, or less if you don't mind your hands). I recommend finding a riveter at the airport.
All this is riveted by the method of back riveting. They knock on the head, through a mandrel, or a pneumatic hammer (KP-14 = up to 4mm and KP-24 from 5 ki). Inside there is support (such with a shape along the profile - 2.5 kg, or less if you don't mind your hands). I recommend finding a riveter at the airport.
Reverse riveting is a delight, I couldn't do it. In such cases, he simply turned over the rivet (or changed to another head) and riveted on the other side. With a pistol, too, there should not be a bust, too powerful requires a heavy mandrel, you cannot slip it everywhere and it is already difficult to hold it.
However, everything comes with experience. If your hands are not crooked, do not care where they grow from
SanychSan October 16, 2012
Reverse riveting is a delight, I couldn't do it. In such cases, he simply turned over the rivet (or changed to another head) and riveted on the other side. With a pistol, too, there should not be a bust, too powerful requires a heavy mandrel, you cannot slip it everywhere and it is already difficult to hold it.
However, everything comes with experience. If your hands are not crooked, do not care where they grow from
Experience of 19 years. Riveter 5th grade airport Nizhnevartovsk.
Can we blast nada?
“In some cases, special types of rivets are used - explosive (AN — 1504).
Blast rivets have a recess (chamber) in the free end of the rod, filled with an explosive, which is protected from the penetration of atmospheric moisture by a layer of varnish. Explosive rivets are made with a diameter of 3.5; 4; 5 and 6 mm made of D18P wire. The length of the core of the explosive rivets is from 6 to 20 mm, the thickness of the riveted package is from 1.6-2.5 to 14.1-15 mm.
The explosive riveting process is different from conventional riveting. Here, an electric heater is used as a riveting tool.
Riveting with explosive rivets consists in inserting a rivet into the hole, in the free end of the rod of which there is a chamber filled with an explosive. With a light blow of a hammer (in a cold state), the rivet is upset. Then the tip of the electric heater 1 is placed on the insert head. Within 2-3 s, the rivet heats up, and at a temperature of 130-160 ° C, the charge explodes, while the end of the rod expands strongly and forms a closing head. "
Here
Post has been edited by Alessandro: October 16, 2012 - 14:00
SanychSan October 16, 2012
Can we blast nada?
“In some cases, special types of rivets are used - explosive (AN — 1504).
Blast rivets have a recess (chamber) in the free end of the rod, filled with an explosive, which is protected from the penetration of atmospheric moisture by a layer of varnish. Explosive rivets are made with a diameter of 3.5; 4; 5 and 6 mm made of D18P wire. The length of the core of the explosive rivets is from 6 to 20 mm, the thickness of the riveted package is from 1.6-2.5 to 14.1-15 mm.
The explosive riveting process is different from conventional riveting. Here, an electric heater is used as a riveting tool.
Riveting with explosive rivets consists in inserting a rivet into the hole, in the free end of the rod of which there is a chamber filled with an explosive. With a light blow of a hammer (in a cold state), the rivet is upset. Then the tip of the electric heater 1 is placed on the insert head. Within 2-3 s, the rivet heats up, and at a temperature of 130-160 ° C, the charge explodes, while the end of the rod expands strongly and forms a closing head. "

The fiberglass boat has gained popularity for its durability and reliability. Fiberglass has a number of significant advantages over other materials. The ship can be assembled quickly and inexpensively.A do-it-yourself fiberglass boat is a budget and worthy option for fishing trips.
The plastic small boat is mainly intended for fishing. It can also be used for boating, sports. Operating conditions of the boat on the water: wave no more than 60 cm high, wind force - up to 4 points on a ten-point scale. The fiberglass boat is a great alternative to inflatable boats.
Fiberglass is the only material that allows you to create a shape of any complexity yourself. Independent design of the bottom makes it possible to equip it with redans of any configuration. It is possible to maximize the efficiency of the boat's sailing performance by placing the steps in the most suitable places. In addition, the design of the homemade boat will reflect the character of its owner.

There is a method of making a homemade boat from plywood and fiberglass, when plastic is used only for the outer coating of the boat. But this technology doesn't pay off. The layer of plywood underneath the plastic quickly picks up moisture, which increases the weight of the boat. There is a rapid destruction of plywood due to the influence of microorganisms and the delamination process, because plywood is significantly inferior in strength to plastic.
How to make a boat? By carefully following all the rules, even a beginner will be able to accomplish this task. The technological process is simple and budgetary. The hull of the ship is created due to the reinforcing filler impregnated with the polymer composition.
Raw materials used as reinforcing filler in the manufacture of the frame:
- hull base, sides - roving fiberglass TP-07, TP-03, TP-056;
- local strengthening of individual areas - structural glass fabrics T-11, T-13.
Fiberglass is of different types according to the type of weaving, the size of the threads. Basically choose "oblique" or satin weaving. The threads must be twisted. The material is sold in the form of sheets, rolls, tape.

Fiberglass is sold impregnated with a fatty compound. To better saturate the fabric with the binder, the sizing should be removed with gasoline, white spirit or acetone. The degreased fabric is dried in air for about 2-4 hours.
You will need resin to bond the reinforcing material. There are three types of resins used in the shipbuilding industry: epoxy, vinyl ester, polyester. The most important characteristics of resins in the construction of a fiberglass boat from any type of fiber are adhesion and impregnation.
A cheap option is to use polyester resin, which allows you to create a one-piece fiberglass element in one operation. You can apply TM Ashland resin. To create a decorative, protective coating of the case, you will need a gelcoat. You will also need plywood with a thickness of at least 1.2 cm, which has moisture resistance.
The manufacture of a boat is impossible without a competent drawing. The design of the future watercraft can be carried out using the AutoCAD program. First, a 3D model is created, then schemes of frames, patterns. Ready-made drawings are taken from specialized sites on the Internet. Now you can start making your own fiberglass boat.


















