In detail: do-it-yourself ball screw repair from a real master for the site my.housecope.com.
When filling the ball screws of any equipment, there is always the problem of counting the number of balls.
This time I managed to take a lot of pictures. Therefore, everything did not fit in one article and you have to write the second part.
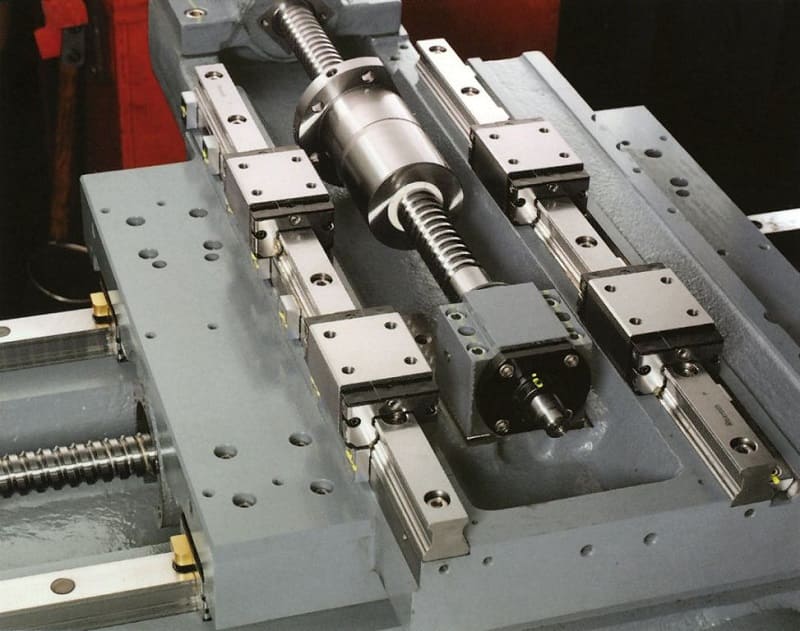
Nothing lasts forever. And foreign machines, after several years of operation, become loose and require intervention. This time we will eliminate the backlash in the SPINNER PD ball screw.
This is a continuation. Beginning in the first and second parts.
One of the distinguishing features of CNC lathes is the very frequent execution of software threading operations. That is, threading is performed with the help of cutters and at the same time the spindle speed is strictly consistent with the movement of the coordinates. And this is where it is important to have correctly adjusted and serviceable ball screws.
The ball screw is dismantled from the machine. Further cleaning and disassembly must be carried out in a workshop. After washing, it is necessary to carry out troubleshooting of the rolling surfaces of the ball screw nuts and the ball screw itself, as well as inspect the balls for chips.
If necessary, replace half nuts and balls. And the balls need to be changed all at once. It is unacceptable to collect buggies with balls from different batches of release.
Ball screw adjustment: by turning the half-nuts in ONE direction, achieve a backlash in the pair (the nut should rotate smoothly by hand, but at the same time, slow down a little along the entire length of the shaft).
If spare parts are available, it can take up to three days to sort out a pair.
Maybe the title of the article will confuse someone, but the new ball screw needs to be repaired before being installed on the machine.
Video (click to play).
The main problem with the new domestic ball screws is the quality of the bushings, or rather the place where the bushing and the inner groove of the half-nut meet (marked with an arrow in the photo).
gaps in the new half-nut of the ball screw
The fact is that the place of transition from the groove to the liner is unfinished and has a small threshold through which the balls of the ball screw nut cling and wedged when rolling.
There is only one method of repairing such a new nut - using a miniature manual grinder with drill-type nozzles (like a stamatolag), fill in the transition point from the groove to the liner. After that, the jamming in the area of \u200b\u200byour nut insert disappears.
The ball screw nut has two main types - a nut in which the backlash is selected by rearranging the half nuts relative to the body by a tooth and a nut in which the backlash is selected by grinding the remote half rings.
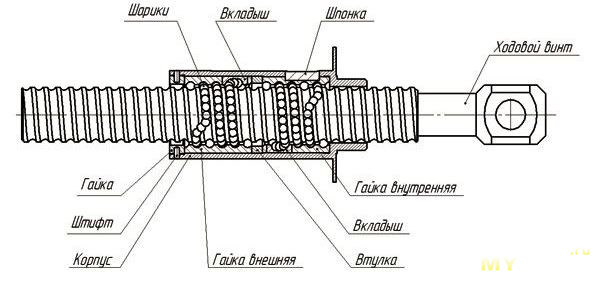
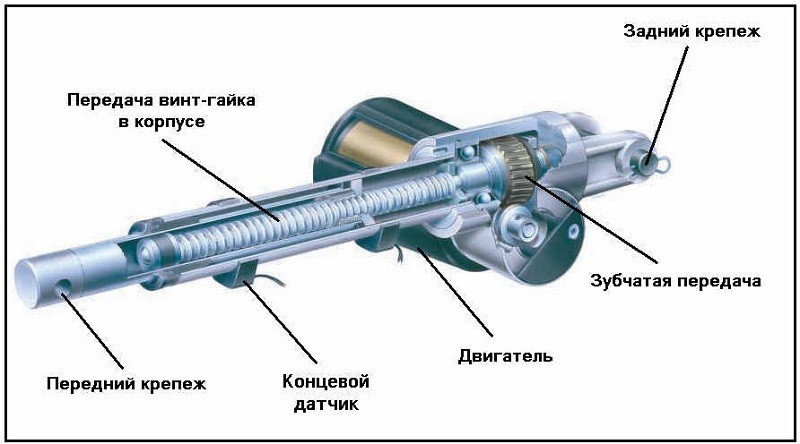
Despite seemingly different types of ball screw nuts, they have one common structural link - this is an insert (in the figure it is called a return channel)
due to which the balls run from one nut stream to another. So, in the ball screw nut, it is the liner that is most often repaired. Why an insert? Because if you repair nut streams, then such an operation can be performed only on highly specialized equipment.
Well, okay, that was a small digression - now about what exactly is being repaired in the insert.
The most common failure of the ball screw nut insert
- these are shells in streams along which balls roll. The reasons for the appearance of shells are the ingress of moisture into the nut, and, as a result, corrosion.
- the appearance of burrs on the receiving part of the streams. This can happen if the wrong number of balls were placed in the ball screw nut and the balls simply roll on top of each other.
How can these faults be repaired? The advice is this - a pneumatic drill and a grinding stone of approximately the following shape:
set of nozzles for grinding
You should work carefully. After leveling the defects, the place of processing should be polished with “zero” sandpaper.
Ball screw or ball screw- converts rotational motion into rectilinear motion. Such a transmission has found its application in woodworking and metalworking machines, etc ...
Structurally The ball screw consists of a screw and two half nuts.
The nut bodies and the screw itself are made of high quality alloy steel. Ball screws are case and frameless.
Advantages of a ball screw over a screw drive:
High efficiency (up to 90%). High accuracy and rigidity of transmission.
Provides precise movement.
convenient gap adjustment.
Ball screw adjustment.
Depending on the version, the gaps can be adjusted in two different ways. Typically this is:
or grinding of remote half rings
or rearrangement of half nuts in the body by a tooth
When adjusting the ball screw, it is important to understand that if the total play of the actuator in which the ball screw is used is 0.2 mm or more, the cause should be looked for in other places, and not in the ball screw.
My problem was solved like this (backlash along the x axis). Loosened the nut. I pulled it - it dangles and rotates freely by inertia. Slightly tightened 2 screws (one is indicated by an arrow, the other is on the opposite side) and the problem was solved .. no backlash. Machine Excitech 0609.
I do not think that this is how you solved the problem, because. the task of these bolts is to stop the oil scraper ring (usually whales make it from white fluoroplast-4). The correct solution to this problem is to replace the balls with slightly larger ones in order to ensure preload, but where to get them. Post has been edited by 3D-BiG: 11 August 2012 – 21:17
I do not think that this is how you solved the problem, because. the task of these bolts is to stop the oil scraper ring (usually whales make it from white fluoroplast-4). The correct solution to this problem is to replace the balls with slightly larger ones in order to ensure preload, but where to get them.
Then I don't understand anything. where did the backlash come from?? the machine is only a year old. But the backlash is gone. Apparently not for long And here I was happy. Thanks anyway, 3D-BIG.
The correct solution to this problem is to replace the balls with slightly larger ones in order to ensure preload, but where to get them.
- carefully try to screw the screw into the nut above the tray. If at the same time several balls rolled out, then we put them in their places again and try this item again. - WELL, FINALLY, ON THE FIFTH-SEVENTH ATTEMPT, I SUCCESSFUL TO TURN THE SCREW INTO THE NUT WITHOUT PULLING ANY BALL FROM ITS PLACE. - install the oil scraper rings in place and fix with the screws mentioned above. - it remains to assemble the machine completely, test its operation and go celebrate this event with a new dietary product: 60% water. - after ka noted to try to see what glitters so familiar in the corner, taking it out. Which turns out to be a very familiar ball.
I'll put in my five cents. The new ball screw nut comes assembled on an aluminum bushing, which is fixed with two rubber rings put on it. The inner diameter of the sleeve sits on the sharpening of the screw for thrust bearings (one ring is first removed) and the nut is quietly screwed onto the screw. But this is new! If there are no transport and installation bushings, then to facilitate the installation, I did this: after the balls are “glued” into the nut on the lithol (whoever was engaged in cycling knows how to assemble bulk, without separators, bearings), a suitable piece of brass is taken (better, than copper - it springs better) of the foil and twists into a cylinder (1.5 - 2 turns) with a diameter slightly smaller than the inner hole of the nut with balls, and carefully, so as not to catch the balls, is inserted into the nut and released. Due to the spring properties, the cylinder unfolds and securely holds the balls no worse than the regular bushing. Now we put it on the machined end of the screw and calmly (at one time) screw the nut onto the screw.
PS: I have not yet understood about the groups of balls. It seems that there is only one of them in the ball screw, unlike linear bearings. But maybe I don’t know something, I have much less experience in disassembling and assembling. Post has been edited by DEDAlex: 12 August 2012 – 01:16
- we insert plastic / metal parts that are responsible for transferring the balls from turn to turn, and with a minimum amount of lithol (if you overdo it, then in the next paragraph, due to the removal of excess, you will have to do several iterations) carefully place the balls along the turns in the nut in the right places, respecting an equal number of balls in each group.
I thought the balls are inserted through these same holes (covered with red plastic pieces). And you write that we first insert plastic / metal parts, then carefully arrange the balls. So where to insert them (balls). I think I'll figure it out - I'll cut what's what. I just don’t want downtime due to messing up)
Yes, he was stupid. Then my first ball screw came from China (ball screw, or a pair, if you like). Well, I was happy, twisted. And then I thought: what if you completely unscrew the nut? Surely there is some kind of protective system for the balls. Surely...
In general, opened. The balls, of course, crumbled. Miraculously collected from the floor. I looked from all sides, figured: it’s not so easy to assemble. Miraculously, he counted all the balls, did not lose a single one.
By the way, this is how a separate nut (ballnut) looks like:
Fluoroplastic (most likely) bushings to protect against dirt:
Red ball groove inserts:
So, I had to climb the forums. People suggest different ways, some claim that it is impossible to reassemble a ball screw, but it is not!
First, let's clean the parts of the old grease and dirt.
I used either gasoline or white spirit, I don’t remember.
Cleaned up? Great, now we take a syringe and fill it with lithol or another viscous lubricant.
Now insert the red plugs into the nut. Our task is to fill all the tracks with lithol. Litol does not regret that in each circuit it should be equally large. Let me remind you that in such a nut there are three contours for balls. Who wants to get acquainted with the design of the nut - Google to help.
In the previous photo, we seem to have run a little ahead ... In general, now we very carefully place the balls in the grooves with some kind of magnetic thing (or vice versa, with non-magnetic tweezers - whichever is more convenient for anyone). Each circuit must have the same number of balls. I don’t remember now how much for a nut 1605, but you can count them on the spot.
This is what it looks like now:
The balls are securely held in the lithol.
Now a tricky feint with the ears: we fold the piece of paper and put it into the nut. Be careful not to move the balls. Thicker paper is better. If you have time, you can make papier-mache (I did) or find a piece of pipe of the desired diameter.
Well, now on the one hand (before you start, think about whether you are doing it with the right side. No, I don’t want to say that only one side is correct, just if the ends of the screw are different, then two different ball screws can be structurally obtained) carefully first we put it into a piece of paper, then we push it in and begin to slowly screw in the screw. Yes, along with a piece of paper:
Well, now you can insert protective sleeves (they do not act as a transmission of movement, only protection) and secure with screws.
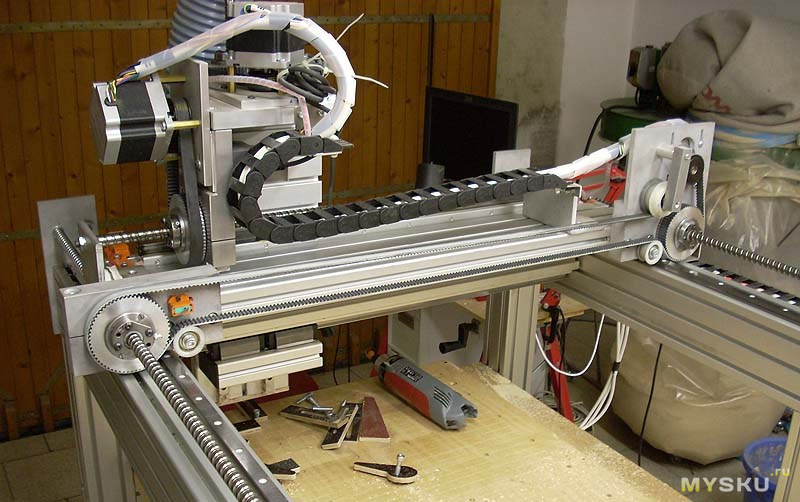
Overview of a specific product: a set of ball screws type SFU1605-1000 as elements of CNC machine gears. The review will provide brief information about what a ball screw is and how to use it.
As a matter of fact, when trying to calculate and build an amateur CNC machine (milling cutter), I ran into the fact that we either have expensive components for machine tools, or not quite what we need. Specifically, there was a problem with the acquisition of a lead screw or ball screw as transmission elements along the axes of the machine.
The following types of CNC gears are available:
belt are used together with gears mainly for lasers, since the laser has a light “head”
jagged. These are spur or helical gear racks and gears for moving along them.
lead screws there are type T8 (mainly used in 3D printers and other small-sized machines), type TRR, for example TRR12-3 with a POM nut (plastic).
ball screws - this is a screw and a nut to it. The nut has special bearings that move through a channel inside the nut.
As a rule, they are chosen taking into account the load (mass of the portal / axis being moved) and the effect of backlash. In ball screws, the play is less due to bearings, they are considered more accurate and preferable, but at the same time they are quite expensive for homemade products.
Quote from Wiki: Screw gear - a mechanical transmission that converts rotational motion into translational, or vice versa. In general, it consists of a screw and a nut. one of the main types: ball screw rolling (ball screw).
Ball screw (hereinafter referred to as the ball screw) is a more reliable analogue of the lead screw, but instead of a brass nut (or a plastic nut like for screws like TRR-12-3, like I have on an old project), a special nut with balls is used that engages with the ball screw, take out all the play and at the same time reduce friction. For self-assembly of a CNC machine or a 3D printer on a ball screw, you will need a ball screw screw, a nut to it, a coupling to the engine and outboard bearings.
Here is a small render from the internet. You can clearly see how the balls are distributed over the screw. Similar to T8, the ball screw has a thread in several passes.
To install the ball screw in the machine, you will need outboard bearings of the BK12 + BF12 (straight) or FK12 + FF12 (flange) type, an elastic coupling 6.35 * 10mm for connecting to a NEMA23 type motor on one side (6.35mm) and to the end of the ball screw on the other (10 mm) ).
The appearance of the complete axle assembly: bearings BK12, BF12, locking ring, nut for fixing the screw, nut holder SFU1605, coupling for the motor and the screw itself with the nut.
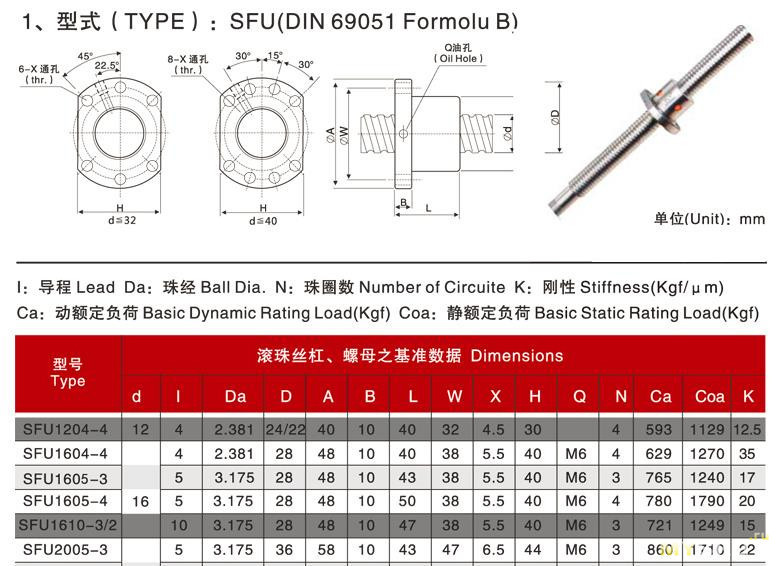
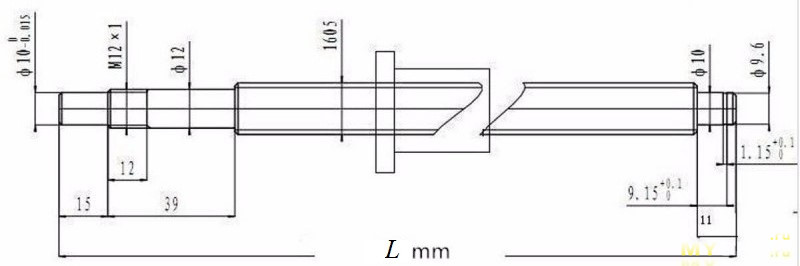
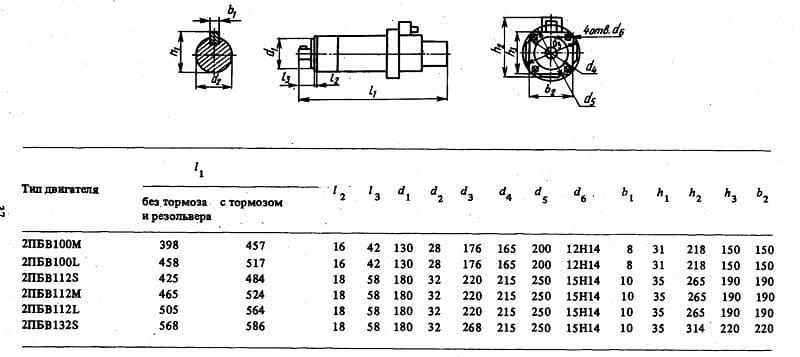
Ball screw dimensions for those who are going to purchase or design machine mechanics And separately for SFU1605 Nut SFU1605 appearance
Appearance of BK12+BF12 bearings (left) and flanged bearings FK12+FF12 (right). They differ in the way they are mounted on the frame.
The ball screw nut is fastened through a special adapter housing. Nut holder SFU1605, aluminum
To mount on one axis (I have two per axis for Y) you will need:
1 x screw SFU1605-1000mm;
1 x BK12 bearing;
1 x BF12 bearing;
1 x motor coupling 6.35x10mm
1 x circlip
1 x nut.
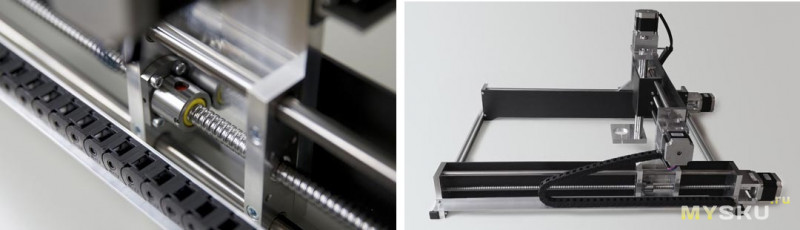
Assembled it looks like this:
Through the holes on the bearing we attach to the profile / frame of the machine. For FK12/FF12 bearings, everything is the same, only they must be fastened with a flange to the hole for the ball screw. The meaning does not change.
Now a little video explaining the principle of operation of the ball screw. Pay attention to the movement of the balls (along the built-in channel inside the nut).