In detail: do-it-yourself repair of a 1k62 machine from a real master for the site my.housecope.com.
The necessary information on the repair of a 1k62 screw-cutting lathe is indicated in the repair manual. Here you can also find information on the options for modernizing the machine.
There can be various kinds of malfunctions in the machines. Many of these arise from failure to follow care and maintenance instructions.
In any case, before proceeding with the elimination of the malfunction, you need to familiarize yourself with the list of the main possible malfunctions.


If the nature of the malfunction occurred is identical with the one described, you must use the proposed elimination methods.
If the nature of the malfunction does not coincide with those listed and its elimination is difficult, contact the factory.
The list of main faults is given in table 1, lubrication system faults in table 2.
The nature of the malfunction
Causes of occurrence
Elimination methods
Drop or lack of supply voltage
Check the presence and value of voltage in the network
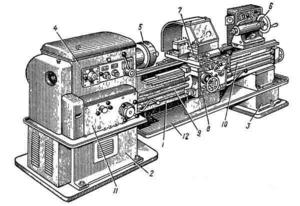
It is impossible to switch the block of gears 9, 10 (Fig. 6) with the handle 5 (characteristic sound
The gear block does not move out of neutral
Switch on the electric motor and (freewheel) switch over
Arbitrary shutdown of the electric motor during operation
Thermal jet tripping due to motor overload
Reduce cutting speed and pi feed
Spindle torque is less than specified in the manual
Insufficient belt tension
Increase belt tension
Friction clutch loose
Braking is too slow
Weak brake band tension
Increase brake band tension
| Video (click to play). |
Caliper feed gain is less than specified in the manual
Insufficiently tightened reloading device spring
Overhaul and modernization of machine tools model 1K62
We offer the following services:
- Repair and service of the 1K62 lathe;
- Fault detection of the 1K62 lathe;
- Commissioning of the lathe 1K62;
- Warranty repair of the 1K62 lathe.
The list of works for the average repair of the 1K62 machine:
- partial disassembly of the machine
- rinsing, wiping
- inspection of parts of disassembled assembly units and cleaning of dirt not disassembled
- replacement of unusable or restoration of worn out assembly units and parts
- inspection and cleaning of not worn-out parts left in the machine mechanism, repair of pumps and systems of lubrication, cooling and hydraulics
- control scraping or grinding of guide surfaces in need of repair, if their wear exceeds the permissible
- repair or replacement of protective devices to protect the used surfaces of the machine from chips and abrasive dust
- assembly of repaired assembly units
- checking the correctness of the interaction of all machine mechanisms
- painting of external non-working surfaces of the machine
- running in the machine at all speeds and feeds
- checking machine parameters for accuracy
- the time and terms of the repair are determined according to the enlarged norms of time
- shipment of the machine is carried out without a complete set of equipment and tools
List of works during overhaul and modernization of the machine model 1K62:
1. Dismantling the machine
2. Cleaning and washing the machine
3. Grinding the bed
4. Carriage processing
5. Repair of the caliper group
6. Repair of skids
7. Replacement of wedges and clamping plates with their adjustment
8. Gearbox repair
9. Repair of the feed box
10. Apron repair
11. Replacement of worn-out screw pairs of drive carriage, support, travel shaft and tailstock
12. Restoration of the tailstock geometry with the installation of the sleeve, adjustment along the spindle axes
13. Guitar repair
14. Replacing the lubrication system
15. Repair of the coolant system with replacement of the pump
16. Replacement of electrical equipment and wiring
17.Assembly of the machine (with geometric standards of accuracy according to passport data
18. Adjustment for accuracy and running-in under load
19. Preparation and painting of the machine
Hello everyone.
Today they offered a lathe 1K62 for 40 tyrov, assured that the condition is excellent, tomorrow I will go to see the food.
Now, the actual question to the specialists - what should be paid special attention to (I myself worked on the machine only in the technukum, I will not sharpen myself because there is a turner, but for some reason he cannot go tomorrow with me to evaluate the apparatus), and in general it is worth lopping in real life?
Thank you all in advance.
uh, can you imagine what size it is?
backlash of the calipers and the condition of the guides, the condition of the bed, bearings, also the disease of the pump that pumps the emulsion.
and if it is connected, clamp any bar (L = 50mm at least), press it with the center and cut it to the finish, and measure the taper with a micrometer, it will be a good reason to drop the price, by the way, about the price, I’m h.z.
and well, look at the box and whether the screw is working well.
without a turner to go to see a disastrous business, if you yourself do not rummage. They can sell bullshit.
Kai, uh, I can imagine 🙂 large garage is enough for everything 🙂
flremTOOural, I know, but where to go,
if you can't go anywhere, I'll try to do everything I know.
1. Turn on. Checking for brakes. You can live without them, but it's bad. Rumble is a reason to bring down the price, but it will work for a VERY long time.
2. When operating, remove the plastic cover from the headstock. From there, the oil should be driven in a merry stream. Otherwise, either it is not there, or there is a jamb in the pipes, or the textolite body of the filter-sump has collapsed. This is, in general, a disease, and the latter is quite an ass.
3. Drive the caliper on accelerated. Often on old ones, the couplings are worn out and there is a terrible rumble and undershoot. Also - as a result of wear on the rear travel shaft support.
4. In the centers you will see a cone when the headstock axis is displaced. It is necessary to sharpen the dummy in the chuck, ideally to clamp / set the exact shaft and watch the axis indicator from the top / side.
5. Backlash in the spindle bearings. With good depth on a large feed, you are a fool. You will also see the bouncing caliper.
6. Norton's cone on the pitch box tends to fly out. As well as a range of 50-160 at speeds. Watch carefully under load.
7. Reliability of fixation of the uterine nut
8. Backlash of chuck cams and snails. With backlash, you can't make precise details except in one setup.
9. Can drive a wave on the shaft. This is really bad, because it will make the file the first friend.
10. The pump is deeply FSUs, because I have been working without it for five years and there is nothing wrong with that.
A method for checking the performance of a lubricant. Pretty cruel. Spin up idle for 2000 and smoke. If smoke comes out, there is either no oil (see above), or it does not go to the front bearing of the spindle. Most often - a tube that has flown off or rubbed by a gear wheel.
In general, the device is good. It is never completely serviceable, but it is reliable as a sledgehammer and it is VERY difficult to kill it compared to subsequent series.
Aufwiegler, This is the answer! 🙂 thank you very much! Everything is competent and cheesy 🙂
The purpose of the renovation: overhaul, restoration of technical characteristics according to the manufacturer's passport data
List of work performed during overhaul
-checking the machine for accuracy
- preparation of a defective statement
-cleaning from shavings and oil
-dismantling into units, washing units
-disassembly, flushing, fault detection
-disassembly, flushing, fault detection
-repair and replacement of components
-disassembly, flushing, fault detection
-repair (replacement) of couplings and bushings
-disassembly, flushing, fault detection
- repair of longitudinal guides of the carriage
- grinding of the clamping strips
- scaling of the transverse guides of the carriage
-scrimping of the guides of the upper caliper
- scaling of the guides of the upper slide
-repair of the screw and nut of the transverse caliper
-repair of the screw and nut of the upper caliper
-assembly-sticker on the sliding surface of the caliper and carriage of wear-resistant plastic coating "ZX"
-disassembly, flushing, fault detection
-repair and replacement of worn parts
-disassembly, flushing, fault detection
- boring and honing of the tailstock quill guide
- grinding of the tailstock quill
-repair of the screw and quill nut
Lead screw and shaft repair
-disassembly, flushing, fault detection
- repair (replacement) of pipelines and pumps
-installation of a new electrical cabinet
-installation of new low-voltage equipment in the electrical cabinet
-repair (replacement) of light-signaling and lighting devices
-repair (replacement) el. engines
- new wiring for the machine
Repair of fences
Assembly, putty and painting
Machine running in idle at all speeds and feeds
Handing over the machine to the customer
The result of the services provided is
- Fully functioning and complete piece of equipment, with restored technical characteristics in accordance with the passport
manufacturer's data, accepted by the Customer; - A complete set of necessary documentation;
general description
Designed for turning and boring in the centers or chuck of cylinders, steep and shallow tapers, end machining, cutting metric, modular, inch,
and precise carving (metric, inch, modular, pitch and Archimedean spiral with a pitch of 3/8 "; 7/16"; 2; 5.5; 6; 6.5; 7; 8; 8.5; 10; 11; 12 and 14 mm.) Tailstock
lathe allows its transverse displacement, due to which the machine can
shallow cones processing. It is possible to connect the tailstock with the lower part of the caliper using a special lock, which is sometimes required when drilling with the rear beam
and the use of mechanical movement of the beam from the caliper.
Tab. 1 Specifications

Repairing a 1K62 lathe. The unit is ancient, produced in 1970, for whatever it takes - everything crumbles. We must finish by the New Year. How do you finish here !? Such old stuff should be written off for scrap, no, they are forced to patch it up. Night, but I can't sleep, thoughts on which goat to drive up to this freak on Monday come into my head.
Whether it is the case with new machines! Commissioning is a pleasure. Even the bosses sometimes travel, they are present. Of course, everything is clean, one goes into the other and comes out remarkably well, not like with labor veterans, until you get to the iron a ton of dirt, oil and rust have to be removed. Yes, setting up new machines is a thrill, it reminds one of research work, and a pleasant one at that. Even well-known models give surprises: “Look, what new piece of iron we put in, right now we'll try it out, my dear!” And the customers breathe in the back of your head, listen.
It is necessary to do something, however, otherwise I will be bent on chernukha without having tasted the joyful shine of the new guides and the soft movement of the caliper. You need to show yourself somehow, as my grandmother used to say. As such a first manifestation, I will launch an advertisement about my work at my own peril and risk. And what? It is not shameful, work and work are always held in high esteem. Some, over there, write about alcoholism, drug addiction, perversions, ugh. Better about work, and about beer and football after work. I am not very good in these tags, I copied the ad from our site, as it was. I wonder if it will be accommodated here or not. Well, and who will read this all, do not hesitate to write. At least scold, at least praise, everything is more fun. Only I would be more interested in the mechanics of what, about the machines there, about the machines-units are different. That's all, while I round off and try to squeeze in an ad, so that it immediately becomes clear who and what I am and on what topics are close to me. Here I am placing a photograph of a screw-cutting lathe, new, of course, something old to hang out.
Such a technique would be more.
Note!
We supply and repair metalworking
machines from JSC Stankotechprom from a warehouse in Moscow and to order at manufacturer prices:
Lathes Table lathes, loboturning, semi-automatic lathes, chuck centering, heavy lathes, screw-cutting lathes
Grinding machine Belt grinding, centerless grinding, cylindrical grinding, internal grinding, surface grinding, sharpening and special
Lathes with CNC and semi-automatic machines Domestic and imported, new and used
Universal milling machines Universal milling machines, vertical milling machines and desktop compact
Drilling machines Benchtop, vertical drilling machines, radial drilling, magnetic
Guillotine shears Mechanical and hydraulic, imported, for any sheet size
Press brake and bending machines German, Turkish, Taiwanese, Belgian for any request
Bandsaws Opti, Quantum, Metallcraft
tel .: (495) 744-31-40, Vadim

In the past century, engineers have designed a screw-cutting lathe, named "1K62". At first it was labeled with the abbreviation DIP. After the appearance of new designations developed by the scientific research institute, the device for processing metal began to be called the 1K62 screw-cutting lathe.
Today, the 1K62 lathe, the technical characteristics of which remain in demand in various fields of industry, has not lost its relevance. If you carefully examine the passport, it becomes obvious main positive qualities:

The 1K62 screw-cutting lathe allows you to process not very long, but large enough workpieces... The kinematic diagram of the 1K62 machine is not much different from the equipment of the same type. The role of the drive is played by a squirrel-cage asynchronous power motor capable of developing a power of about 10 kW. To adjust the movement of the caliper, to control the rotation of the spindle, two separate levers are installed. It is this design that is considered the main feature of this machine.
To create a fast movement of the caliper, the device is equipped with an additional asynchronous electric motor with a power not exceeding 1 kW. The feeding system and the device of the 1K62 lathe has several kinematic schemes:
- Screw cutter;
- Transverse processing;
- Longitudinal cutting;
- Rapid movement of the caliper.
After turning on the machine, the main motor generates the movement of the driven pulley. Then, through a special system of blocks, a large number of installed couplings, the rotation of the pulley is transmitted to the headstock equipped with a spindle. The bit shaft starts to rotate, the feed mechanism turns on. Roller bearing lubrication can be done in several ways:
For this, the design of the machine is equipped with a special powerful oil pump. The tailstock moves along a special guide bed. In order for the retractable quill to start moving, a flywheel equipped with a screw pair is installed. The tailstock body has the ability to move laterally relative to the plate. Sometimes a special tool is inserted into the quill, designed to process various holes.
The design includes several details:
- Lower skids;
- Cross carriage equipped with a swivel plate.
The plate can be fastened at the desired angle relative to the spindle.
Its mechanism is located inside the carriage of the caliper. Through the rack and pinion wheel, the required longitudinal movement is transmitted to the caliper. Special screw forces the caliper to move across.
 Workpiece height (maximum) above the slide - 224 mm;
Workpiece height (maximum) above the slide - 224 mm;- The maximum height of the workpiece fixed above the bed is 430 mm;
- The greatest length of the workpiece to be processed - 750 - 1500 mm;
- The mass of the part fixed in the centers is 460 - 900 kg;
- Part weight installed in the spindle - 200 kg;
- The number of revolutions of the spindle is 2000 - 2420 rpm;
- Weight - 2520 kg;
- Dimensions - 2500x1200x1500 mm.
 Workpiece height (maximum) above the slide - 224 mm;
Workpiece height (maximum) above the slide - 224 mm;- Carriage movement: 640 - 1330 mm;
- Cross stroke - 250 mm;
- The number of steps of the longitudinal feed - 49 pcs.;
- Feeding speed. With a fast longitudinal movement - 3.4 m / min, transverse - 1.7 m / min;
- The number of standard sizes of metric threads - 44 pcs.;
- Thread pitch —1 -192 mm;
- Caliper weight - 2.14 tons.
As an additional support to handle a variety of rotating parts, screw-cutting lathe 1K62 equipped with special rests. After their installation, the deflection of the part during its processing is excluded. The steady rest for the 1K62 lathe completely eliminates the appearance of vibration. The design of the lunettes has several types:

Each of these lunettes has its own characteristics. The fixed system provides support for very long workpieces. Such a steady rest completely excludes the occurrence of vibration. It is attached to the bed by means of a plate with lower fixation.
The movable steady rest is attached to the longitudinal support. As a result, it begins to move according to the trajectory of the turning tool. Installed movable elements do not allow elastic clamping of particularly long parts of small diameter due to the pressure that the turning tool creates during machining.
I must say that the technical characteristics of this lathe are very good. Therefore, the 1K62 operation manual guarantees its stable operation for a very long time. But the device needs to be monitored and periodically to service it and repair. To do this, run:
- Machine running in. All feeds and speeds are checked;
- The accuracy of the machine is determined;
- The guides are cleared.
If partial disassembly takes place, the parts are well washed and wiped. Repair of a 1K62 lathe helps to identify unusable components and assemblies. If they cannot be restored, new ones are installed. External non-working surfaces are usually painted with bright paint.
Today screw-cutting lathe 1K62 has undergone significant modernization... The machine is equipped with numerical control and operates in automatic mode. He, as in previous times, remains in demand in factories and plants. It is convenient and very simple to work with.
You can ask questions only after registration. Login or register, please.
Everything about the 1k62 lathe, repair, equipment, electrical, etc. 












Who knows how to regulate the uterine nut? Fiction, the apron is removed, push the shaft and adjust the engagement? Can you do this?
I have 1 and 62. but I will follow the topic, since my repair has ended with scrubbing the plates and assembling them in a heap. it was true that one bolt of fastening of the headstock was removed and some plate was suspiciously smoothly processed and shiny to consider it accidentally found in a box with iron from the machine 
But I can't find a place for her, later I can throw off the photo, who can tell me what it is. someone's joke or a detail from the machine
Adjusted the quick feed lever 
or as it is correctly called, adjusted the gear engagement to the right to the left, forward and back, removed the gear shaft, this shaft did not disengage with the gear rack, in its place it could only be moved with a hammer, removed this shaft, it turned out to be bent! Even with an unaided eye, you can see the curvature, I removed the toothed rack, I must try to restore it, I want to weld on broken teeth and give it to the turner to mill it. 


Hi Nikolay. This machine is widespread, you can order the rail on the Internet.
Born to crawl cannot fly.
Hi Nikolay. This machine is widespread, you can order the rail on the Internet.
Hi, Who would give a link to the shaft and the tooth to the rack !?
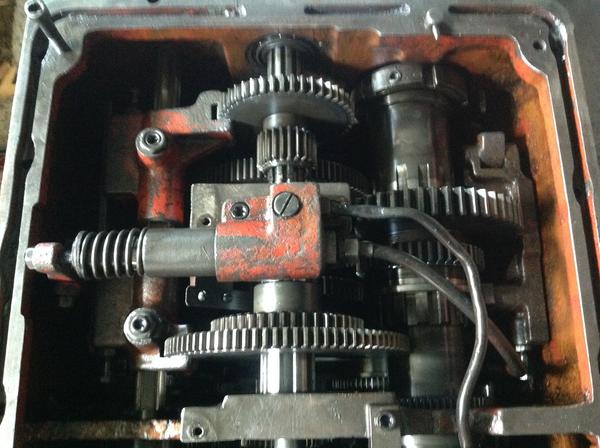
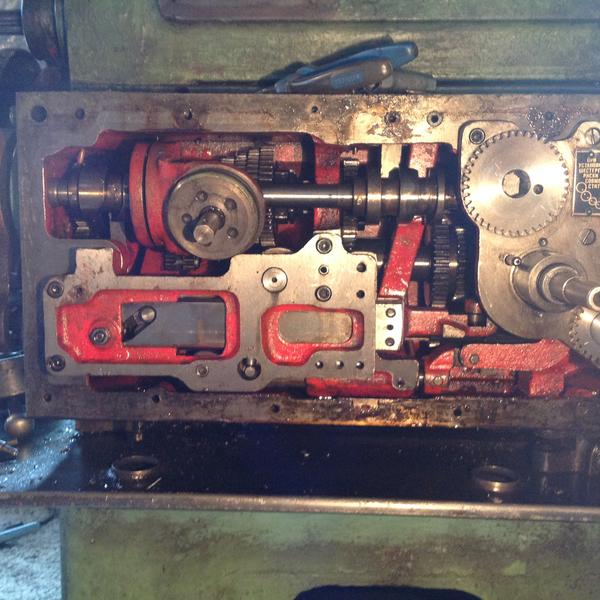
I'm looking for it until I found it, today I disassembled it more precisely, removed the lid of the feed box, inspection showed that everything is in order, with the exception of the Gear Block, one tooth is chipped off, how will this affect the work of the groan, tell me! I also noticed that the gears above which it is written, when assembling the gears, should be set according to the marks, so they are not on the marks, how is that? How did you work on it? What am I supposed to do? Put gears on the marks or leave them as they are ?!


The gears on the marks are the same! It's just me a burdock! I twisted the gears and they stood on the marks. 
The gears on the marks are the same! It's just me a burdock! I twisted the gears and they stood on the marks.
Teach materiel
Is there any literature on the machine?
Born to crawl cannot fly.
The gears on the marks are the same! It's just me a burdock! I twisted the gears and they stood on the marks.
Teach materiel
Is there any literature on the machine?
There is literature, I read it as much as possible, what I read doesn’t give a damn until you can figure it out and touch it with your own hands.
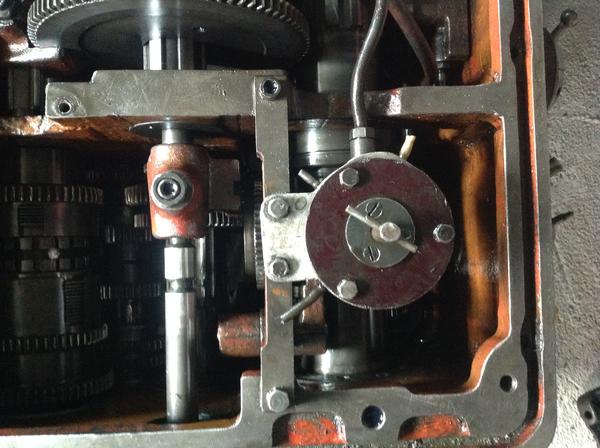
I cleaned a bath for oil, a feed at the box, the pipes were all clogged with dirt and shavings, I was digging ate. I put the pipes on the oil pump. 

Another question, should the gasket be on the box lids?
Nikolay, how many Rmts 1m.? How was the machine transported on what, and how much weight did it come out?
Born to crawl cannot fly.
Nikolay, how many Rmts 1m.? How was the machine transported on what, and how much weight did it come out?
Ivan I do not understand you a little! R m c 1m what is this? The machine was transported on a varovayka with a crane, with a lifting capacity of 5 tons, they scared me that the machine weighs 3 tons, then he asked Vadim how much it weighs, he said that about 2,500 could be a little more, so he ordered the crane with a load capacity margin.
There is a 1k62 machine with a RMTs, 1 meter is with a 1.5 meter.
Like the length of the workpiece.
Born to crawl cannot fly.
There is a 1k62 machine with a RMTs, 1 meter is with a 1.5 meter.
Like the length of the workpiece.
Ivan, well, you turned it down, I’m still green in turning, and you are puzzling me with an abbreviation, sit and wonder what kind of rmc is
so I would write the distance between the centers, I don’t know I didn’t attach any importance to it, I’ll die at home.
I installed the gears according to the marks, I got a little confused, since on the central gear, which rotates with a handle, there is another mark on it, past two, I found out empirically that if you put on this third mark, then the marks on the other gears do not match. So that's it! 

Hi Nikolay. I am looking at the repairs postponed due to the beginning of haymaking. Listen, what incisors did you take, interested in the size of the incisor section in the tool holder? Width height .?
Do you think of installing an electric motor instead of 10 kW 7.5 kW?
Born to crawl cannot fly.
Hey! Problems with mowing, the rains are still coming! The hay who mowed everything right now lies in the rain! Not my own, but everything is just a pity, so much dignity to rot, it's just oops! At the expense of Reztsov, while I typed old savets, but in general I want to order Chinese ones with replaceable plates, something like this, 
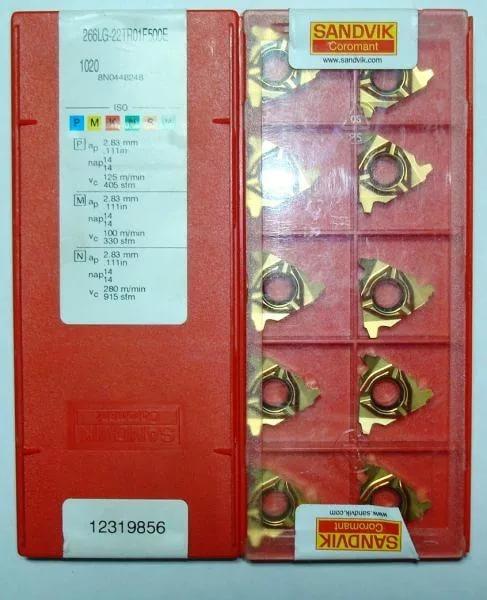
I have about 34-35 mm to the center, if I’m not lying, these Chinese incisors are expensive, I want to take them cheaper (thinner) with linings, of course, I’ll have to sharpen them, but I will be able to save a lot on buying incisors. I want to put an electric motor of 5.5 kW, on the chipmaker, the guys say that this power will be enough for the eyes!
Ivan do you have a machine? Or do you want to buy?
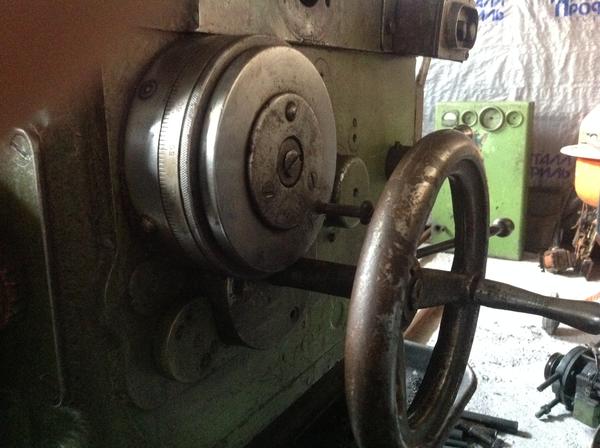
Can you tell me how the limb is attached? I can't understand something! 

Can you tell me how the limb is attached? I can't understand something! [image]
[image]
I can’t help you on this. There is no machine tool, but it seems like a picture is being drawn that in September I will come from the watch, I will take it if they do not sell one like your 1k62 in the forest punt. So figure it out, then give me advice. And you took it to check the work, or so at your own peril and risk.? How are you guiding condition?
At the expense of the incisors, I ask that I am already stocking up.
But the more the better.
Yes, you are right about the hay account. Maybe the price will rise for it, you will sell it in dollars :-) :-)
Born to crawl cannot fly.
Can you tell me how the limb is attached? I can't understand something! [image]
[image]
I can’t help you on this. There is no machine tool, but it seems like a picture is being drawn that in September I will come from the watch, I will take it if they do not sell one like your 1k62 in the forest punt. So figure it out, then give me advice. And you took it to check the work, or so at your own peril and risk.? How are you guiding condition?
At the expense of the incisors, I ask that I am already stocking up.
But the more the better.
Yes, you are right about the hay account. Maybe the price will rise for it, you will sell it in dollars :-) :-)
I took the machine at my own peril and risk! The machine was not connected, it was all rusty, it was running from the roof, there was water everywhere, the men say that there is no need to start the machine, you do not know what is there, you can only make it even worse, at least I was advised so! To date, my not a lot of experience, I can advise, open the mug of the box (headstock), look, turn the gears so that the teeth are all intact, switch the speed, the main thing is the frame so that the ball is not very worn out, I have a machine after repair, as I understand it, because the garments are worth it! Take the machine! Together we will figure it out! As they say, one head is good, but 2 is a mutant!
at the expense of hay, would not refuse to please in euros, Yes, with such weather, I would have mowed myself!
Most often, lathes deteriorate the cleanliness of the processed surface. This is due to wear on the bearings of the spindle group. Also, the backlash in the lateral feed of the caliper affects the purity and accuracy of processing. Very often there are problems with the inclusion of working feeds and speeds. This is due to wear on bearings, spacers and gear forks. Such malfunctions are manifested by difficult switching on of feeds or speeds and self-switching off (“knocking out”) them during operation. In the course of intensive use, lathes have many other equally serious breakdowns.
If you need to repair a lathe - contact us and we will try to help you. Algorithm for repairing machine tools can be found in the REPAIR section.
During the operation of the machine, the spindle bearings (or spindle bearings) wear out. This manifests itself in the loss of the cleanliness of the processing of the part due to the appearance of an unacceptable backlash in the spindle. Using the example of a SHAUBLIN 135 lathe, we will consider the repair procedure.
First, dismantle the variator and remove the drive belts. Then disassemble the guitar with replaceable gears and the guitar guard.
For the convenience of dismantling the spindle on SHAUBLIN 135, it is necessary to remove part of the headstock with the spindle, and leave part of the headstock with the gearbox on the bed.
Next, we disassemble the removed part of the headstock. Remove the spindle oil pump drive belt.
Then, release the nut that tightens the drive pulley and the rear spindle bearings. We release the front spindle cover. We disassemble the drive pulley and remove it.
Gently knock out the spindle. We dismantle old bearings and install new ones.
Assembly takes place upside-down.
As an example, let's take the repair of a 1M63 lathe (Fig. 1). Suppose he has the following malfunction - insufficient spindle rotation force when machining a part, i.e. The cartridge with the “blank” clamped in it starts to “slip” at the start of processing, losing speed, up to a complete stop of rotation, although the main electric motor is working properly. The turner's attempt to tighten the friction discs to improve traction when transmitting torque from the main engine to the spindle led to their overheating and deformation. As a result, repair of units and parts of the friction shaft of the lathe is required.
The repair sequence is as follows.
Remove the drive belt cover and the window cover for adjusting the friction shaft.
Remove the main engine drive belts and the friction shaft pulley.
We remove the hydraulic pump of the headstock lubrication system.
Remove the drive gear of the hydraulic pump from the friction shaft.
Hello everyone.
Today they offered a lathe 1K62 for 40 tyrov, assured that the condition is excellent, tomorrow I will go to see the food.
Now, the actual question to the specialists - what should be paid special attention to (I myself worked on the machine only in the technukum, I will not sharpen myself because there is a turner, but for some reason he cannot go tomorrow with me to evaluate the apparatus), and in general it is worth lopping in real life?
Thank you all in advance.
uh, can you imagine what size it is?
backlash of the calipers and the condition of the guides, the condition of the bed, bearings, also the disease of the pump that pumps the emulsion.
and if it is connected, clamp any bar (L = 50mm at least), press it with the center and cut it to the finish, and measure the taper with a micrometer, it will be a good reason to drop the price, by the way, about the price, I’m h.z.
and well, look at the box and whether the screw is working well.
without a turner to go to see a disastrous business, if you yourself do not rummage. They can sell bullshit.
Kai, uh, I can imagine 🙂 large garage is enough for everything 🙂
flremTOOural, I know, but where to go,
if you can't go anywhere, I'll try to do everything I know.
1. Turn on. Checking for brakes. You can live without them, but it's bad. Rumble is a reason to bring down the price, but it will work for a VERY long time.
2. When operating, remove the plastic cover from the headstock. From there, the oil should be driven in a merry stream.Otherwise, either it is not there, or there is a jamb in the pipes, or the textolite body of the filter-sump has collapsed. This is, in general, a disease, and the latter is quite an ass.
3. Drive the caliper on accelerated. Often on old ones, the couplings are worn out and there is a terrible rumble and undershoot. Also - as a result of wear on the rear travel shaft support.
4. In the centers you will see a cone when the headstock axis is displaced. It is necessary to sharpen the dummy in the chuck, ideally to clamp / set the exact shaft and watch the axis indicator from the top / side.
5. Backlash in the spindle bearings. With good depth on a large feed, you are a fool. You will also see the bouncing caliper.
6. Norton's cone on the pitch box tends to fly out. As well as a range of 50-160 at speeds. Watch carefully under load.
7. Reliability of fixation of the uterine nut
8. Backlash of chuck cams and snails. With backlash, you can't make precise details except in one setup.
9. Can drive a wave on the shaft. This is really bad, because it will make the file the first friend.
10. The pump is deeply FSUs, because I have been working without it for five years and there is nothing wrong with that.
A method for checking the performance of a lubricant. Pretty cruel. Spin up idle for 2000 and smoke. If smoke comes out, there is either no oil (see above), or it does not go to the front bearing of the spindle. Most often - a tube that has flown off or rubbed by a gear wheel.
In general, the device is good. It is never completely serviceable, but it is reliable as a sledgehammer and it is VERY difficult to kill it compared to subsequent series.
| Video (click to play). |
Aufwiegler, This is the answer! 🙂 thank you very much! Everything is competent and cheesy 🙂














