DIY welding torch repair for a semiautomatic device
In detail: DIY repair of a welding torch for a semiautomatic device from a real master for the site my.housecope.com.
0
poipoi 09 Aug 2011
There is a semiautomatic device in working order with a very shabby burner. (+ Gas poison) the burner is not removable - it goes into the depths of the body with its sleeve. is it possible to replace the burner on your own? Is it necessary to look for a burner just the same? or can you screw any one observing the diameter of the wire?
apparatus TELWIN TELMIG 130 such
0
budia 22 Jan 2012
1
copich 30 Jan 2012
There is a semiautomatic device in working order with a very shabby burner. (+ Gas poison) the burner is not removable - it goes into the depths of the body with its sleeve. is it possible to replace the burner on your own?
First, contact the service, let them tell you how much it costs separately. Why put something on glue and nozzles !? And you can change it yourself, or your hands grew from the right place. Because some cannot even hold a screwdriver in their hands. And they cannot change the burner at all.
The semiautomatic welding machine is a rather popular device among professional and home craftsmen, especially those who are engaged in body repair. This unit can be purchased ready-made. But many owners of inverter welding machines are wondering: is it possible to convert an inverter into a semiautomatic device so as not to buy another welder? Making a semiautomatic device out of an inverter with your own hands is a rather difficult task, but with a strong desire it is quite feasible.
To assemble the unit, you will need the following elements:
inverter welding machine;
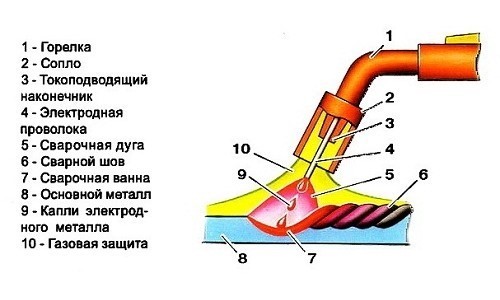
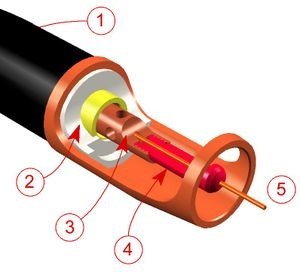
a torch, as well as a special flexible hose, inside which there is a gas pipeline, a wire guide, a power cable and an electric control cable;
mechanism for uniform automatic wire feed;
control module, as well as a motor speed controller (PWM controller);
a cylinder with a protective gas (carbon dioxide);
solenoid valve for cutting off gas;
coil with electrode wire.
Video (click to play).
To assemble a home-made semiautomatic device from a welding inverter, the latter must generate a welding current of at least 150 A.
But more on that later. First you need to make the mechanical part of the semiautomatic device, namely the wire feeder.
Since the feeder will be placed in a separate box, it is ideal for this purpose. the case from the computer system... Plus, there's no need to throw away the power supply. It can be adapted to the work of the broaching mechanism.
First, you need to measure the diameter of the spool of wire or, by drawing it on paper, cut out a circle and insert it into the case. There should be enough room around the spool to accommodate other components (power supply, hoses and wire feeder).
The wire pulling device is made from a car wiper mechanism. It is necessary to design a frame for it, which will also hold the pressure rollers. The layout must be drawn on thick paper in real scale.
The feeder should be installed in the housing so that the connector is in a convenient location.
In order for the wire to feed evenly, all components must be secured exactly opposite each other. The rollers must be centered in relation to the inlet hole located in the hose connector.
As roller guides you can use bearings of a suitable diameter. A small groove is machined on them with the help of a lathe, along which the electrode wire will move. For the body of the mechanism, you can use 6 mm plywood, textolite or durable plastic sheet. All elements are fixed to the base, as shown in the following photo.
The primary wire guide is axially drilled bolt... The result is a kind of wire extruder. At the inlet of the fitting, a spring-reinforced cambric is put on (for rigidity).
The rods on which the rollers are fixed are also spring loaded. The clamping force is set using the bolt located at the bottom to which the spring is attached.
Base for securing the bobbin can be made from a small piece of plywood or PCB and cut a plastic pipe of a suitable diameter.
Next, all the components must be neatly placed in the case.
To achieve good weld quality when welding, it is necessary to feed the wire at a defined and constant speed. Since the motor from the wiper is responsible for the feed rate of the rig, a device is needed that can change the speed of rotation of its armature. For this, a ready-made solution is suitable, which can also be purchased in China, and it is called PWM controller.
Below is a diagram from which it becomes clear how the speed controller is connected to the engine. The regulator of the controller with a digital display is displayed on the front panel of the case.
Next, you need to install gas valve control relay... It will also control the start of the engine. All of these elements must be activated by pressing the start button located on the torch handle. In this case, the gas supply to the welding place should be ahead (by about 2-3 seconds) the start of the wire feed. Otherwise, the arc will ignite in ambient air and not in a shielding gas environment, causing the electrode wire to melt.
A delay relay for a homemade semiautomatic device can be assembled on the basis of an 815th transistor and a capacitor... To get a pause of 2 seconds, a 200-2500 uF capacitor will be enough.
Solenoid shut-off valve is placed in any place where it will not interfere with the operation of moving parts, and is connected to the circuit according to the diagram. You can use an air valve from GAZ 24 or buy a special one designed for semiautomatic devices. The valve is responsible for the automatic supply of shielding gas to the burner. It turns on after pressing the start button located on the semiautomatic burner. The presence of this element significantly saves gas consumption.
Further, after installing all the units in the case, the attachment to the inverter for semi-automatic welding will be ready for operation.
But as already noted, the current-voltage characteristics (VAC) of the inverter are not suitable for the full-fledged operation of a semiautomatic device. Therefore, in order for the semiautomatic device to work in tandem with an inverter, minor changes are required in its electrical circuit.
There are many circuits to change the I-V characteristic of an inverter, but the easiest way to do this is as follows:
assemble the device using fluorescent light choke according to the scheme below;
to connect the assembled device, you will need to assemble another block according to the following diagram;
so that the overheating sensor does not work on the inverter, an optocoupler must be soldered (in parallel) to it, as shown in the following diagram.
But if the control of the welding current in the inverter occurs with a shunt, then you can assemble a simple circuit of three resistors and a mode switch, as shown below.
As a result, converting a welding inverter into a semiautomatic device will cost 3 times cheaper than a ready-made unit. But of course, for self-assembly of the device, you will need to have certain knowledge in the radio model.
Welding semiautomatic devices are simple and reliable designs. But nothing is eternal, even the highest-quality mechanisms can fail, mainly violations of the operating rules can be the reasons.
Semiautomatic welding device.
Most often, malfunctions of a semiautomatic welding machine occur in the weakest points of the equipment. In this mechanism, such a place is the branded block to which the welding wiring is connected. With poor contact in combination with increased values of the welding current, overheating of the connections and cables connected to it may occur. This will lead to the destruction of the connection, subsequently the insulating layer at the ends of the windings will burn out and a short circuit may occur.
In this case, the heating connections are sorted out, the contacts and clamps are cleaned to create a good fit of the contacts of all elements. Other malfunctions may also occur.
The work of the semiautomatic welding machine.
In this situation, when connected to the network, a spontaneous shutdown occurs, since the protective element is triggered. Such problems most often occur during the closing of a high voltage circuit. Usually, the wires and the case or the wiring itself are closed. Protection can be triggered due to a short circuit between the coil turns or elements of the magnetic circuit.
If repairs are necessary, disconnect the welding machine from the mains, find the source of the problem and fix it - this can be the restoration of insulation, replacement of the capacitor and other possible malfunctions.
This kind of problem is most often accompanied by overheating of the equipment. There may be several factors:
the bolts that tighten the magnetic-conducting elements are loosened;
breakage in the fixing of the core or in the mechanism for moving the coils;
overload of equipment (the welding machine worked for a rather long time, the highest current indicators, a large cross-section of the electrode).
The device can hum a lot even when the welding wiring or magnetic circuit elements are shorted. When such a malfunction is created, all fasteners must be checked, and if necessary, they are tightened, the malfunctions in the core fastening mechanism are eliminated, it is necessary to check and insulate the welding cables.
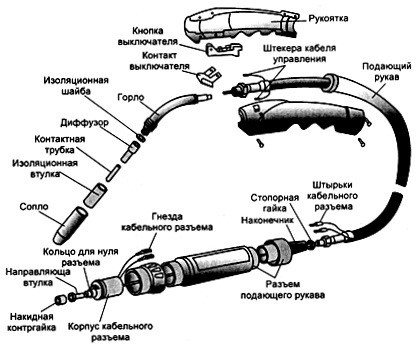
Semiautomatic burner device.
Most often, such violations occur from non-observance of the operating rules - the setting of the welding current exceeds the permissible norms, too large electrodes are used, and the duration of the operation (without the necessary interruption) of the welding machine is also disrupted. If such problems arise, it is required to adhere to the mode acceptable for this device, as well as cool the device, taking a break from work.
Excessive overheating leads to short circuits of the turns of the winding of the coils - this is a consequence of the burning of the insulating layer, which even leads to smoke. This is considered the most serious breakdown in which the device can burn out. If this happens, then it is necessary to restore the insulating layer of the wiring in the coils, but it happens that you cannot do without a full rewind. When rewinding, a wire of the previous section and with the same number of turns must be used.
And if a small indicator of the welding current? These malfunctions are associated with a decrease in the voltage of the power supply networks or a breakdown of the regulator that supplies current to the device.
If the current of the welding machine is not regulated, then a similar problem occurs from a malfunction of the mechanical current adjustment.
Regulators in each model have a different modification. Problems most often occur in the regulator screws, in the clamping elements, with uneven movement of the secondary coils, if the choke coil is shorted, as well as with the penetration of debris or foreign objects.In this case, the casing must be removed and it is necessary to conduct a study of all control mechanisms.
Spontaneous interruption of the arc without the possibility of resuming work. With such a malfunction, only sparks appear instead of an arc. This happens if there is a breakdown in the high voltage winding, from shorting the welding wires, if the connection of wires to the terminals of the device is broken.
Excessive current consumption in the network without load. Such a problem can arise due to the short-circuiting of the turns of the winding, which can be eliminated by restoring the insulation or by completely changing the winding on the welding coil.