
In detail: do-it-yourself repair of gst 112 from a real master for the site my.housecope.com.

On the basis of our service, Remgidromash LLC, we carry out repairs and diagnostics of the hydrostatic transmission of concrete pumps, concrete mixer trucks, rollers and other construction equipment in Rostov-on-Don in the Rostov region and throughout the Southern Federal District.
For more than 10 years, we have been performing a full range of repair work for the entire hydraulic system on all types of mobile and non-mobile special equipment and hydraulic equipment.
A wide range of applications of hydrostatics (GST) in agricultural, road construction machinery. We have extensive experience in GTS repair from European manufacturers Bosch-Rexroth and Sauer-Danfoss, as well as John Deere and Eaton.
When repairing GTS, we use only original parts from the manufacturer or we manufacture the necessary part ourselves. Thus, we extend the service life of the entire hydraulic system unit, which will subsequently save you from repairing the hydraulic motors or hydraulic pump, and also prevent the failure of the entire hydrostatic transmission.

Scheme of GTS hydrostatic transmission
We not only provide services for the repair of the GST transmission, but also offer services: repair of hydraulic pumps and repair of hydraulic cylinders, as well as diagnostics services for hydraulic pumps / motors, hydraulic cylinders and other hydraulic equipment.
Rapid heating of the hydraulic system
- due to clogged filter
- refill pump valve malfunction
It is necessary to clean the blockage, it can be very microscopic, you can do it yourself or contact the service
Domestic GST-33, GST-71, GST-90, GST-112 John Deere, Bosch-Rexroth, Eaton, Linde, Sauer-Danfoss, Massey Ferguson, Claas, Dominato
| Video (click to play). |
Strong noise during operation of the GTS in one of the directions
lack of pressure and make-up control
Defective main pump drive device
Dismantling the hydrosystem, replacing the face plates (not the OIL SEAL), but the face plates!
It is advisable to contact the service for a complete diagnosis of the system.
In hydrostatics, all systems are approximately identical in design and principle of operation, there are slight technical differences in European manufacturers Bosch-Rexroth, Eaton and Linde, but the principle of operation and main units are arranged in the same way as on domestic transmissions of the GST series. By contacting us, you can be sure that we know exactly what is defective and how to fix it quickly and efficiently, below is a list of the main GTS repair work carried out by our company Remgidromash LLC.
Diagnostics of various GST including: GST-33, GST-71, GST-90, GST-112;
Troubleshooting of connections and individual parts of hydrostatics;
Repair of scheduled and emergency hydrostatic transmissions of all series;
GTS repair: John Deere, Bosch-Rexroth, Eaton, Linde, Sauer-Danfoss, Massey Ferguson, Claas, Dominato, etc .;
Service maintenance of hydrostatic transmissions;
Modernization of the GTS;
Work on replacing the hydraulic valve of the attached bottom;
Repair and replacement of the feed pump and springs.
Our company has an on-site team that will quickly go to the site and carry out all the work right on the construction site at your site. The competence of our engineers and foremen will allow us to repair the GTS transmission in Rostov-on-Don as soon as possible. Craftsmen travel to all cities of the Rostov region and regions of the Southern Federal District and the North Caucasus.
We are happy to advise you on any issues related to hydrostatics repair and other services, in 50% of cases, competent advice from our specialists will be enough, and if not, we will do all the work at a high level.
Call us at the phone number listed on the website in the contacts section or leave a message through the feedback form.
When performing work, we guarantee the quality with our 1 year warranty!
Our prices for components and spare parts for hydrostatic transmission are from the manufacturer and have no competitors in the Rostov region.
Get acquainted with the prices for repair of hydrostatic transmission you can on the Price page. We try our best to maintain a customer-oriented pricing policy!
Stages of repair and restoration of hydrostatic transmission:
- sink;
- troubleshooting;
- replacement of original spare parts;
- checking the operating parameters at a specialized stand;
- running in.
We provide an official guarantee of the Hydrosila service center.
We repair and have spare parts for:
- Variable axial piston pump PVH90 / MH1 L1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N
- Variable axial piston pump PVH112 / MH1 L1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Tandem pumps (PVH112 / MH1 L1D1A A1F16AB) + (GP25N-10N-L2.52AA4AA) N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Variable axial piston pump PVH112 / MH1 R1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Pump tandem (PVH112 / MH1 R1D1A A1F16AB) + (GP20N-R2.5AA4A) N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N- Pump tandem (PVH112 / MH1 L1D1A A125.5N2AB) + (GPA-GPA-GPA + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N- Pump tandem (PVH112 / MH1 L1D1A A1F16AB) + (GP25K-2K-L2.51AA4AB) N + Variable axial piston hydraulic motor M11Ax1A1C35 N- Axial piston fixed pump M11A1H1C / 1DA N + Axial piston motor MFS90 / D2A35 N
- Variable axial piston pump PVH112 / MH1 R1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N
Repair of GST-33, GST-70, GST-90, GST-112 axial piston hydraulic pump and axial piston hydraulic motor. Sale of new GTS.
Applicability
Combines KZR-10, KZS-5, KZS-7, KZS-10K, KVK-800, KSK-600, KZS-1218, UES-280, UES-2-250, UES2-280, Lida-1300, Lida-1500 , Don-680, Don-750, Don-1200, Don 1200N, Don-1500, Don-1500R, Don-1500B, UES250, Polesie-250, KSK-4.1, MBS-6, KSK-5G, KSK 100A -1, KSK-100A, KSKU-6, Niva SK-5M-1 Asphalt paver SD-404; DS-173, DS-179 Beet harvesting machines RKM-6, RKM-6-01, RKM-4, KS-6B
Road vehicles DU-84, DU-85, DU-86, DU-97, DU-98, DU-98-1, DU-99, DU-101, DU-111, ASB-6TV
Discounts for regular customers
Main GTS malfunctions and possible causes of their occurrence
Rapid heating of the hydraulic system. Overheating of the hydraulic system
- Low oil level in the hydraulic tank
- Oil cooler GST is faulty
- Low level of adjustment of safety valves
Low make-up pressure. Charge pump heating
- The filter in the suction line is clogged
- The suction line of the refill pump is clogged
- GST make-up valve not configured or faulty
- Low oil level in the hydraulic tank
- Air enters the suction line
- The make-up pump is defective
There is no pressure control and make-up
- Faulty GST feed pump
- Faulty make-up valve GST
- The driving device of the main pump is faulty
Extraneous noise during operation of the hydrostatic system
- Air in the hydraulic system
- Internal damage to the pump or hydraulic motor
GTS works in one direction
- Defect of the control mechanism
- Clogged choke GST in the control line
- Defective one of the check valves
- GST high pressure safety valve clogged or damaged
- Internal pump defect
GTS does not work both ways
- Low oil level in the hydraulic tank
- Choke control lines clogged
- Defect of the control mechanism
- Defective make-up pump
- Clogged GST suction filter
- Defective shut-off valve check valves
- Defective safety valves
- Internal defects of the pump or hydraulic motor
Slow take-off and lag
- Air in the hydraulic system or low charge pressure
- Wear of parts of the swinging unit of the pump and hydraulic motor
Low efficiency of hydrostatic transmission
- Low oil level in the hydraulic tank
- Wear of the pumping unit of the pump or hydraulic motor
- Fluctuations in the delivery of the hydraulic pump in the absence of control
- The zero of the hydraulic pump cradle is not set
Shaft flow
- Worn or defective cuff
- Wear of the pump shaft journal
We will repair any malfunction of the GTS or advise you on how to fix a minor malfunction on our own.
Stages of repair of hydrostatic transmission GST-90:
- washing and disassembling GST-90;
- troubleshooting of GST-90;
- replacement of out-of-order spare parts of GST 90 with new ones;
- checking the operating parameters at a specialized stand;
- running in.
Variable displacement hydraulic pumps GST-90 convert the input torque into hydraulic power. The input shaft rotates a block of cylinders, which contains pistons located in a circle. The pistons are supported on the swash plate. When the shaft rotates, the pistons compress the working fluid, which transfers energy. Further, the liquid under high pressure is displaced outward and transfers energy to the working bodies.
It is always better to trust the service centers to repair the GST 90 hydraulic pump, where there is all the special equipment for this work. The swashplate angle is changed by the control piston of the hydraulic pump.
Changing the swashplate angle changes the pump displacement and displaced fluid at a constant input shaft speed.
We produce quality repair of hydraulic pumps and hydraulic drives GST-90.
Constant displacement motor MP-90 converts input hydraulic power into output torque. High pressure fluid enters the engine and presses against the pistons, forcing them to move towards the swash plate and rotate the cylinder block, which is connected to the output shaft. In this case, the liquid, having given up energy, is displaced from the motor. The output torque on the motor shaft is used to carry out the required mechanical operations.
The swash plate is fixed in a constant displacement hydraulic motor, therefore, the change in speed and torque on the motor shaft can only occur due to the pump.
Hydraulic pumps hydrostatics GST-90 (series SPV-90, NP-90) are designed with a sequential system of pressure limiter and high pressure safety valve. When the system reaches the set maximum pressure, the pressure limiter in the hydraulic pump instantly reduces the pump flow in order to reduce the pressure in the system. In some cases, when the pressure rises sharply, the high pressure relief valve is activated first, overflowing the liquid into the low pressure circuit. The pressure limiting valve in this case acts as a pilot for the high pressure safety valve. This safety valve is set to a pressure of approximately 35 bar more than the setting of the pressure relief valve.
Both of the above-mentioned valves are integrated in the multi-function valve of the hydraulic pump.
All hydraulic pumps of the SPV NP-90 Series are designed with the possibility of using flush valves.
The flush valve is used in installations that need to remove part of the liquid from the working circuit for cooling, for use in specific conditions that require the removal of debris from the high pressure circuit.
Applicability of hydrostatic transmission GST-90
Agricultural machinery: DON-1200B, 1500B, 680, 091, Yenisei 1200P, Ruslan, KS-6B, KSK-4-1, MBS-6, KSP-5G, RKM-6-01, RKM-4, KSK-100A- 1, KSK-100A, KSKU-6, Kedr-1200, SK-10R, Polesie-250.
Road construction equipment: DS-173, DS-179, DU-71, ATEK-351, MPK-3U, 42184-27, ASB-6TV, ABS-4, ABS-5, ABS -6, ABS -7, ABS -8DA, SB-92V, SB -159B, SB -172-1, SB-237, SM-237, SMB-060, SD-404, DU-96, DU-97, APG, GTT-M.
Repair of hydrostatics GST-90 of the following configurations:
- Variable axial piston pump PVH90 / MH1 L1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N (GST 90)
- Variable axial piston pump PVH112 / MH1 L1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Tandem pumps (PVH112 / MH1 L1D1A A1F16AB) + (GP25N-10N-L2.52AA4AA) N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Variable axial piston pump PVH112 / MH1 R1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N
- Pump tandem (PVH112 / MH1 R1D1A A1F16AB) + (GP20N-R2.5AA4A) N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C42 N- Pump tandem (PVH112 / MH1 L1D1A A125.5N2AB) + (GPA-GPA-GPA + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N- Pump tandem (PVH112 / MH1 L1D1A A1F16AB) + (GP25K-2K-L2.51AA4AB) N + Variable axial piston hydraulic motor M11Ax1A1C35 N- Axial piston fixed pump M11A1H1C / 1DA N + Axial piston motor MFS90 / D2A35 N
- Variable axial piston pump PVH112 / MH1 R1D1A A1A1 AB N + Fixed axial piston hydraulic motor MFH112 / 1D11A1C35 N.
Photo hydraulic pump NP-90
Photo hydraulic motor MP-90
Main malfunctions of GST-90 and possible causes of their occurrence
Rapid heating of the hydraulic system. Overheating of the hydraulic system GST-90
- Low oil level in the hydraulic tank
- Oil cooler GST is faulty
- Low level of adjustment of safety valves
Low make-up pressure. Charge pump heating
- The filter in the suction line is clogged
- The suction line of the refill pump is clogged
- GST make-up valve not configured or faulty
- Low oil level in the hydraulic tank
- Air enters the suction line
- The make-up pump is defective
There is no pressure control and make-up
- Faulty make-up pump GST90
- Faulty make-up valve GST90
- The driving device of the main pump is faulty
Extraneous noise during operation of the hydrostatic system
- Air in the hydraulic system
- Internal damage to the pump or hydraulic motor
GTS 90 works in one direction
- Defect of the control mechanism
- Clogged choke GST in the control line
- Defective one of the check valves
- The GST90 high pressure safety valve is clogged or damaged
- Internal pump defect
GTS 90 does not work in both directions
- Low oil level in the hydraulic tank
- Choke control lines clogged
- Defect of the control mechanism
- Defective make-up pump
- Suction filter GST 90 clogged
- Defective shut-off valve check valves
- Defective safety valves
- Internal defects of the pump or hydraulic motor
Slow take-off and lag
- Air in the hydraulic system or low charge pressure
- Wear of parts of the swinging unit of the pump and hydraulic motor
Low efficiency of hydrostatic transmission
- Low oil level in the hydraulic tank
- Wear of the pumping unit of the pump or hydraulic motor
- Fluctuations in the delivery of the hydraulic pump in the absence of control
- The zero of the hydraulic pump cradle is not set
Shaft flow
- Worn or defective cuff
- Wear of the pump shaft journal
Table of GST-90 malfunction symptoms and ways to eliminate them
Manifestation of damages and failures (GTS–90 and others)
Possible cause of malfunctions (GTS–90 and others)
General instructions for eliminating damage (GTS–90 and others)
Low oil level in the tank - top up
Piping is not sufficiently insulated from load-bearing structural elements
Isolate pipe fixing points with elastic gaskets
In this article, we will analyze the failures and damage to hydrostatic transmission, as well as methods of their elimination.
GTS or hydrostatic transmission consists of tandem MP motor + NP pump... V set GTS installed, relatively small, axial piston fixed, with swash plate motor. GST pump right or left rotation - representative of the series variable axial piston pumps... Structurally GST pumps are divided into two types:
- GST pumps with electro-hydraulic three-position control system
- GST pumps with hydromechanical control system
Repair of GST-90 (hydraulic motor) photo
The main malfunctions of the GTS and the possibilities of their elimination are presented in the form of a table, for example GST-90
GTS malfunctions and repair (table)
Manifestation of damages and failures (GTS–90 and others)
Possible cause of malfunctions (GTS–90 and others)
General instructions for eliminating damage (GTS–90 and others)
Low oil level in the tank - top up
Piping is not sufficiently insulated from load-bearing structural elements
Isolate pipe fixing points with elastic gaskets
Internal damage to the pump
Replace GST pump
The GST pump is not working in none of the directions
Low oil level in the tank
Add oil to the hydraulic system
The link of the control mechanism of the hydraulic distributor is damaged
Replace the rod and check for the presence of a cotter pin, which affects the operation of the control mechanism hydraulic valve
The connecting device between the pump and the motor is out of order
Replace the connection
Internal pump damage GTS
or alternatively - overhaul of GTS, with the restoration of all original factory clearances
Damage to the electrical circuit (with electro-hydraulic control)
Ring the circuit, eliminate the malfunction
Low voltage applied to electrohydraulic valve (with electrohydraulic control)
Check the voltage value for compliance
Electrical distributor GST broken
GST pump works exclusively in one direction
The control mechanism is out of order hydraulic valve
Replace control mechanism
Damaged electrical circuit (with electrical control)
Check circuit, eliminate faults
Low voltage supplied to the solenoid valve (with electrical control)
Check the voltage value for compliance
Replace electrical distributor
The car does not stop! Lever zero position is difficult or impossible to determine
Damage to the control rod
Release control rod. If at the same time the control lever returns to zero position, it means that the rod is installed incorrectly or it is jammed.
GST pump overheats a lot
Low oil level in the tank
Add oil to the hydraulic system
Clean the surface of the oil cooler
Oil leaks through the oil cooler safety valve
Damaged and / or clogged oil cooler valve. Remove valve for cleaning
Clogged filter or piping
Replace filter element, clean suction pipe
Loss of speed and power as a result of internal fluid leakage
Replace pump
Slow acceleration and low speed of the car
Low oil level in the tank - add oil
To produce overhaul of GTS or schange pump NP
Malfunctions of GST motors - typical for axial piston motors, and are described in detail in the article about repair of an axial piston motor on our website.
Repair of GST-90 (hydraulic motor) photo
Hydrostatic transmission has a complex structure, and for holding, qualitative GTS repair, requires not so much special skills and technical knowledge, but also the conditions of the repair shop, where there is all the necessary machine tool base for turning, grinding, welding and other works.
It is also important when replacing parts and assemblies GTS, use only high-quality, original components that meet the specifications.
In our company you can order repair of motors GST - 90, repair of pumps GST - 90 and other models GTS... We will also help owners of imported equipment to make repair of imported GTS.
Repair of GST-90 photo
At NPKF LLCSpetsgidromash» repair of GTS certainly accompanied by a check on a test bench, the results of the check are recorded by a representative of the Quality Control Department. One of the sides of our company's policy is openness, therefore, if desired, our customers can be present during the tests.
Based on the results of the check, a guarantee is given for hydraulics repair.
Repair of GST-90 photo
Needed repair of hydraulics with a guarantee, in particular repair of GTS - contact us by phone:
During the operation of a self-propelled machine, the driving wheels of which are driven by a hydraulic drive, various malfunctions occur. The list of the main possible malfunctions, their causes, the sequence of detection and methods of elimination are given in the table.
Are you busy with cucumbers? And you don't know how to spray cucumbers from diseases - read all the information on our website.
Sequence of work
Troubleshooting recommendations
Hydraulic drive does not work in either direction
1. Check the level of the working fluid in the hydraulic drive tank and the presence of air in it
Low liquid level in the tank due to leaks.
If the liquid level is low, air can enter it (this is indicated by the presence of foam)
Locate leaks and eliminate the cause. Top up the working fluid to the norm. Let it settle so that the air comes out
2. Check the condition and operation of the control rods up to the hydraulic distributor lever
Disconnect control rod from hydraulic valve lever. Check the coincidence of the neutral position on the link and the lever.
Check the movement of the control handle (pedal) and the hydraulic distributor lever. Eliminate the sticking of the rods (see also the instructions for the machine)
3. Check the vacuum gauge on the filter:
at suction more than 0.0245 MPa;
b) there is no vacuum at all on the device
4, Connect a vacuum gauge to the pump and check the vacuum:
a) the pump has a vacuum, but there is no filter on the device;
b) there is no suction vacuum
Clogged piping from tank to pump
Perform the operations specified in clause 5
5. Check the pressure in the make-up system:
a) there is no pressure in the make-up system at all;
b) pressure in the make-up system is low at neutral position;
c) pressure in the make-up system in the "Forward" and "Backward" positions below
d) pulsating readings of manometers;
e) the pressure in the make-up system is below normal, it can drop to
zero with increasing flow and high pressure;
f) pressure in the make-up system and vacuum at the suction are normal
Clogged or faulty overflow valve to the valve box.
If there is a lot of foam in the tank, air has entered the system. Excessive internal leakage due to worn parts.
The pump shaft coupling is out of order or disconnected. Broken feed pump shaft or connection. Clogged or defective relief valve in the refill pump.
If there is noise when trying to increase the flow of the hydraulic pump, this indicates damage to the hydraulic pump. If the directional control lever moves freely, the internal links are disconnected or the torsion spring on the directional control lever shaft is broken. If the movement of the control lever of the directional valve requires
increased force, after the removal of which the lever immediately returns to
Check the overflow valve.
Check suction line and filter for air leaks.
Inspect the filter, tank and working fluid; the presence of shavings, brass particles, fragments in it indicates a breakdown of the units.
Remove the hydraulic pump and hydraulic motor, send it to a specialized repair company
Check the drive from the diesel engine to the hydraulic pump.
hydraulic valve. Check the presence and serviceability of parts. Eliminate malfunctions.
hydraulic valve. If the nozzle is clean, make sure the channel from the feed pump to the nozzle is clean. To purge this channel, it is necessary to remove the make-up pump

- Members
- 974 posts
- Name: Garik
- Members
- 2,591 posts
- Moscow city
- Members
- 974 posts
- Name: Garik
akoul (27 January 2013 - 03:07) wrote:
Gariks (27 January 2013 - 01:06) wrote:
The pump did not like the condition of the pumping unit, the plunger is all of different diameters
Gariks (27 January 2013 - 01:06) wrote:
Everything is in order in the pump with the rotor, all plungers are of the same sizePost has been edited by akoul: Today, 02:10
Oops.The error came out, you must read: In / pump / motor the rotor is all right, all plungers are the same size.
The distributor washer there is different and seemingly symmetrical.
For more than 20 years we have been carrying out repairs:
hydrostatic transmission GST-90, GST-112;
axial-piston hydraulic motors MP-90, MP-71, MP-33, MP-112;
axial-porn unregulated hydraulic motors (series 303, 313, 403, 416);
hydraulic motors / pumps axial-piston fixed series 310;
gerotor / geroller hydraulic motors;
hydraulic planetary hydraulic motors MGP-160;
axial piston hydraulic pumps NP-90, NP-71, NP-33, NP-112;
us wasps-batchers MTZ, K-700, etc.
incl. imported hydraulic pumps and motors (Rexroth pump, Vikers hydraulic pump, etc.)
Repaired brands: BoschRexroth ("BoschRexroth"), Kawasaki ("Kawasaki"), SauerDanfoss ("SauerDanfoss"), Linde ("Linde"), KYB ("KaYaba"), Eaton ("Eaton"), Komatsu ("Komatsu" ), Liebherr (Liebherr), Caterpillar (Caterpillar), Hitachi (Hitachi), Doosan (Dusan), Hyundai (Hyundai), OJSC Pnevmostroymashina, OJSC Hydrosila, etc.
The most frequent breakdowns of hydraulic motors and pumps are wear of the pumping unit (distribution plate, block of pistons, pistons, separator, etc.), valve breakage, cracks in the cover. During the repair, worn parts are replaced or restored.
Hydraulic pump / motor repair includes the following stages:Visual inspection
Washing / cleaning the unit
Restoration / replacement of worn parts
Bench test under pressure.
If it is inexpedient to carry out repairs, we can supply a new hydraulic pump or motor at a favorable price for you. In order to buy a hydraulic pump or hydraulic motor, just call tel: (3852) 57-39-29 or write us a letter:
Because we work for the result!
Spare parts production:
Operating rules GST-90, GST-112
1.1 After installing the pump on the machine, it is necessary to remove the plug at the place where the make-up pressure is measured, and connect a pressure gauge with a measuring range of up to 4.0 MPa (40 kgf / cm2) using an adapter fitting.
1.2 Fill the hydraulic system with working fluid through the drainage cavity of the hydraulic motor.
1.3 Disconnect the control rod from the control lever of the hydraulic valve.
1.4 For an electrically controlled pump, the electrohydraulic distributor must be switched off. Crank the main engine with the starter or starter motor for 15 seconds.
1.5 Start the main engine and leave it idling. At start-up, fluctuations in the make-up pressure are monitored. At idle speed, the charge pressure should be within:
1.6 Increase the engine speed to 16 s1. In this case, the make-up pressure must be within:
1.7 For a hydromechanically controlled pump, stop the main engine and reconnect the control rod to the control lever.
1.8 Start the main engine and increase its speed to 25-33 s1
... In this case, the make-up pressure should be:
It is forbidden to start the engine when the housings of the hydraulic pump and hydraulic motor are not filled with oil.
• It is strictly forbidden to start the combine engine by towing.
• When towing the combine, the gear shift lever must be in neutral.
• Only oils recommended by the manufacturer may be used as a working fluid.
• The hydraulic system is filled only with a supercharger through the filling coupling.
• During operation, it is necessary to strictly maintain the recommended level of the working fluid.
• The oil must be clean, free of foreign matter and water.
• Intense contamination of the fluid occurs when replacing and refilling.
(Contamination of the working fluid of the hydraulic drive during operation is 10%, and when topping up is 50%).
• Contamination of the working fluid with mechanical impurities is the main reason for the decrease in the reliability of the hydraulic drive.90% of hydraulic drive failures are due to mechanical impurities and water.
You can start moving when the vacuum gauge reads (the vacuum does not exceed 0.04 MPa (0.4 kg / cm2), load - 0.025 MPa (0.25 kgf / cm2)
• It is prohibited to start the hydraulic drive at an ambient temperature of -5 ° C and below.
• The filter elements must be replaced at the following intervals:
• 1 replacement - after 10 m / hours of operation;
• 2 replacement - after 50 m / hours of work;
• 3 replacement - after 100 m / hours of operation;
• 4 replacement - after 500 m / hours of operation;
• and further, every 500 m / hours of operation.
• In addition, the filter element must be replaced when an alarm signal appears or when a vacuum gauge reading exceeds 0.025 MPa (0.25 kgf / m2, at a working fluid temperature (45 + 5) ° C and rated speed.
• Change the working fluid every 720 hours of operation after the first start only with a heated hydraulic system (working fluid temperature from 50 to 60 ° C).
characterizing his work
Hydraulic drive GST-90 (hydrostatic transmission with a working volume of 90 cm
In the CIS countries, a number of machines have been developed, on which the use of GST-90, GST-112 is envisaged, among them: the power tool of the KSN-6 beet harvester, the Lida-1500, Don-1500 combine harvesters, forage and grain harvesters manufactured by Gomselmash and other.
Table 1.1 - Technical characteristics of GST-90
Main technical characteristics
Outlet pressure
from the pump, MPa:Feed rate,
not lessInlet pressure
hydraulic motor, MPa:Nominal drop
pressure, MPaRated torque
moment, NmEfficiency at nominal parameters:
The use of the GTS provides a number of significant advantages:
- stepless regulation by reversing the movement speed and traction force in the entire transmission range;
- ample opportunities for automation of control with the provision of an optimal operating mode;
- high speed, low inertia;
- wide unification of hydraulic equipment with a simple layout on machines.
Realization of these advantages during the operation of machines with GST-90 allows, in comparison with machines equipped with mechanical drives, to increase the productivity of machines, reduce fuel consumption, etc.
GTS-90 consists of the following main units.
1. Variable high pressure pump (inlet link).
2. Fixed hydraulic motor (output link).
3. Hydraulic control equipment.
4. Auxiliary devices (filters, heat exchangers, tanks, pipes, dowels, etc.).
The principle of operation of the hydraulic drive GST-90
Hydraulic drive GST-90 (Figure 1.4) includes axial-plunger units: an adjustable hydraulic pump with a gear feed pump and a hydraulic valve; unregulated hydraulic motor complete with a valve box, a fine filter with a vacuum gauge, pipelines and hoses, as well as a tank for working fluid.
Shaft 2 the hydraulic pump rotates in two roller bearings. The cylinder block is seated on the shaft spline 25, in the holes of which the plungers move. Each plunger is connected by a spherical hinge to a heel, which abuts against a support located on the swash plate 1... The washer is connected to the pump housing by means of two roller bearings, and due to this, the inclination of the washer relative to the pump shaft can be changed. The change in the angle of inclination of the washer occurs under the action of the forces of one of the two servocylinders 11, the pistons of which are connected to the washer 1 using rods.
Inside the servo cylinders there are springs that act on the pistons and set the washer so that the support located in it is perpendicular to the shaft.Together with the cylinder block, the side bottom rotates, sliding over the distributor fixed on the rear cover. The holes in the distributor and the bottom bottom periodically connect the working chambers of the cylinder block with the lines connecting the hydraulic pump with the hydraulic motor.
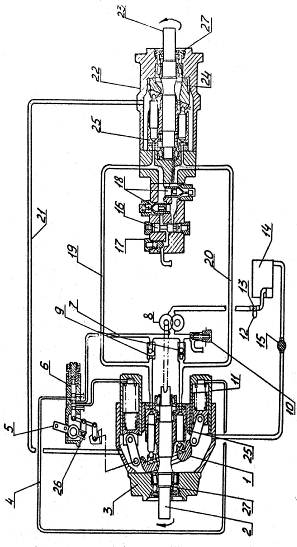
Figure 1.4 - Diagram of the hydraulic drive GST-90:
1 - washer; 2 - pump output shaft; 3 - reversible variable pump; 4 - hydraulic control line; 5 - control lever; 6 - spool for controlling the cradle position; 7 - low pressure hydroline; 8 - make-up pump; 9 - non-return valve; 10 - safety valve for the make-up system; 11 - servocylinder; 12 - filter; 13 - vacuum gauge; 14 - hydraulic tank; 15 - heat exchanger; 16 - spool; 17 - overflow valve; 18 - main high pressure safety valve; 19 - low pressure hydroline; 20 - high pressure hydroline; 21 - drainage hydraulic line; 22 - unregulated motor; 23 - the output shaft of the hydraulic motor; 24 - swash plate of the hydraulic motor; 25 - cylinder block; 26 - communication thrust; 27 - mechanical seal
The spherical joints of the plungers and the sliding heels on the support are lubricated under pressure with a working fluid.
The inner plane of each unit is filled with a working fluid and is an oil bath for the mechanisms operating in it. Leaks from the hydraulic unit couplings also enter this cavity.
The feed pump is attached to the rear end surface of the hydraulic pump 8 gear type, the shaft of which is connected to the shaft of the hydraulic pump.
The make-up pump sucks up the working fluid from the tank 14 and feeds it:
- into the hydraulic pump through one of the check valves;
- to the control system through the hydraulic valve in quantities limited by the nozzle.
On the top-up pump housing 8 there is a safety valve 10, which opens when the pressure developed by the pump rises.
Hydraulic distributor 6 serves to distribute the flow of liquid in the control system, that is, to direct it to one of the two servo cylinders, depending on the change in the position of the lever 5 or locking fluid in the servo cylinder.
The hydraulic valve consists of a body, a spool with a return spring located in a glass, a control lever with a torsion spring, and a lever 5 and two rods 26connecting the spool to the control arm and swash plate.
Hydraulic motor device 22 similar to the pump device. The main differences are as follows: the heels of the plungers slide on the swash plate when the shaft rotates. 24having a constant angle of inclination, and therefore there is no mechanism for its rotation with a hydraulic valve; instead of the feed pump, a valve box is attached to the rear end surface of the hydraulic motor. A hydraulic pump with a hydraulic motor is connected with two pipelines (“hydraulic pump-hydraulic motor” lines). On one of the lines, the flow of working fluid under high pressure moves from the hydraulic pump to the hydraulic motor, on the other, it returns back under low pressure.
There are two high pressure valves in the valve body, an overflow valve 17 and spool 16.
Make-up system includes a make-up pump 8as well as inverse 9, safety 10 and overflow valves.
The make-up system is designed to supply the control system with a working fluid, ensure a minimum pressure in the "hydraulic pump-hydraulic motor" lines, compensate for leaks in the hydraulic pump and hydraulic motor, constantly stir the working fluid circulating in the hydraulic pump and hydraulic motor, with the liquid in the tank, and remove heat from parts.
High pressure valves 18 protect the hydraulic drive: from overloads, bypassing the working fluid from the high-pressure line into the low-pressure line. Since there are two lines and each of them during operation can be a high pressure line, there are also two high pressure valves. Overflow valve 17 must release excess working fluid from the low pressure line, where it is constantly supplied by the make-up pump.
Spool 16 in the valve box connects the overflow valve to the “hydraulic pump-hydraulic motor” line in which the pressure will be lower.
When the valves of the make-up system (safety and overflow) are triggered, the outflowing working fluid enters the internal cavity of the units, where, mixed with leaks, it enters the heat exchanger through the drain pipelines 15 and further into the tank 14... Thanks to the drainage device, the working fluid removes heat from the rubbing parts of the hydraulic units. A special mechanical shaft seal prevents the fluid from escaping from the inside of the unit. The tank serves as a reservoir for the working fluid, has a partition inside that divides it into drain and suction cavities, and is equipped with a level indicator.
Fine filter 12 with a vacuum gauge retains foreign particles. The filter element is made of non-woven fabric. The degree of contamination of the filter is judged by the readings of the vacuum gauge.
The engine rotates the shaft of the hydraulic pump, and, consequently, the associated cylinder block and the feed pump shaft. The make-up pump sucks up the working fluid from the tank through the filter and delivers it to the hydraulic pump.

Video (click to play). In the absence of pressure in the servo cylinders, the springs located in them set the washer so that the plane of the support (washer) located in it is perpendicular to the shaft axis. In this case, when the cylinder block rotates, the heels of the plungers will slide along the support without causing axial movement of the plungers, and the hydraulic pump will not send the working fluid into the hydraulic motor.
The direction of rotation of the pump can be seen from the control disc.
Post has been editedakoul on: 27 January 2013 - 03:10













