In detail: do-it-yourself punch anchor repair from a real master for the site my.housecope.com.
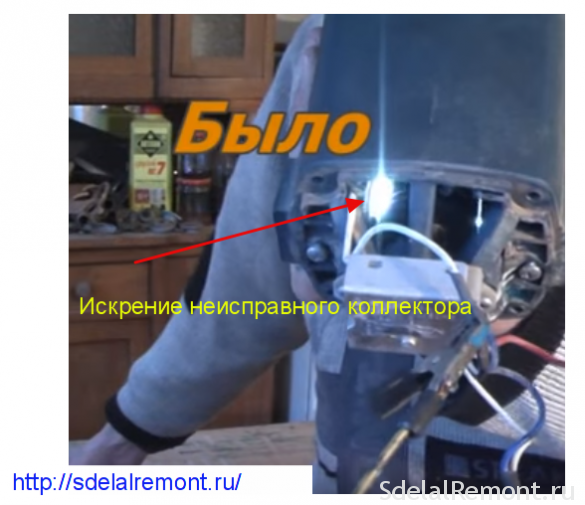
Correct operation of the Makita 2450 rotary hammer with a collector motor is accompanied by slight sparking of the brushes in the collector area. A properly working electric motor has uniform sparking with a short tail.
By changing the sparking pattern, you can determine the nature and location of the malfunction in the Makita 2450, 2470 hammer drill.
The reasons for the increase in sparking in the electric motor manifold can be the malfunctions of the brushes and their wear, short circuit or breakage of the armature, malfunction of the stator windings of the electric motor, breakdown or improper fastening of the brush holders.
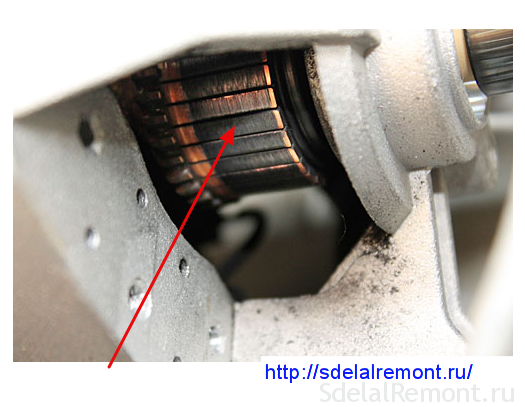
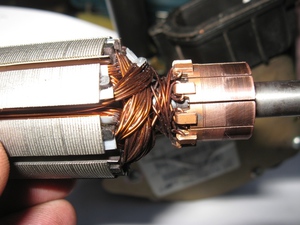
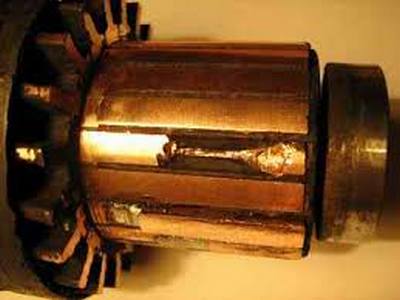
Significant sparking in the collector area leads to the appearance of grooves on the collector, burning of the plates, and uneven abrasion of the brushes.
The occurrence of these defects causes rapid wear and the development of lamellas of the collector itself.
Roughness is above normal
Since the hammer drill is a powerful tool, slight sparking without load is allowed; with significant forces on the tool, single sparks can run in a circle. In the event of severe sparking, the cause of the strong sparking must be investigated.
The most common malfunction on the collector is the increasing roughness of the sipes with increasing sparking of the brushes.
The increase in the surface roughness of the manifold of the Makita 2450 perforator is not only due to increased sparking. Copper oxide is formed on the copper plates of the collector, which is harder than the hardness of carbon brushes. The roughness value is influenced by uneven brush wear and carbon deposits from sparking.
Scratches are formed not only due to uneven wear of the brushes and different material structures, but also due to the ingress of solid particles from the air into the working area.
Video (click to play).
Improper storage of the Makita rotary hammer can lead to the appearance of oxide on the copper plates of the collector due to high humidity or significant temperature changes during operation.
To eliminate defects in the collector surface, it must be sanded.
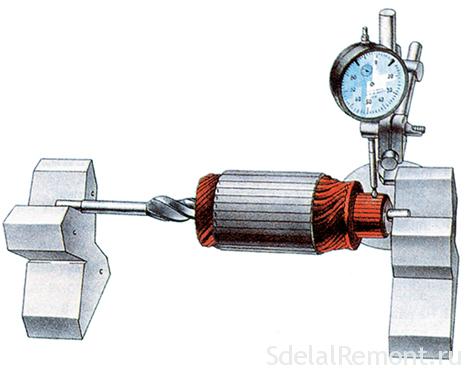
Before proceeding with the modification of the manifold of the Makita 2470 perforator, it is imperative to balance the rotor.
Option for measuring the runout of the collector relative to the rotor
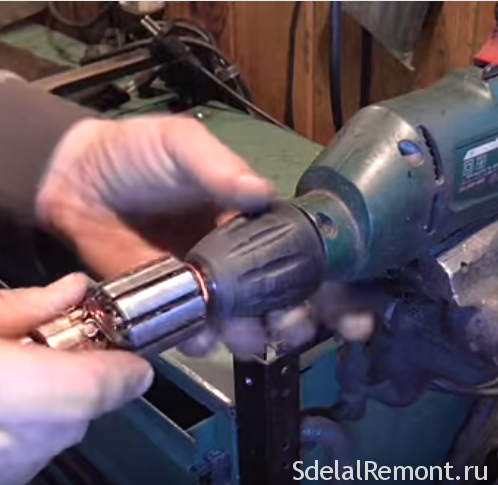
At home, grinding the manifold of the Makita 2450 or 2470 perforator is best done with sandpaper fixed on a wooden block already on a balanced rotor.
The end of the rotor shaft is fixed in the drill chuck through soft copper or aluminum foil. A drill with a rotor is securely fastened in a vice or a homemade device.
As you rotate the rotor, try to center it in the drill chuck.
Installing the rotor in the chuck
The rotor is centered in the drill chuck to ensure minimal runout of the collector radial surface relative to the rotor shaft.
First check the runout of the chuck jaws. Fasten the drill in a vise, install the drill of the largest diameter in the chuck.
Rotating the drill, bring a pencil to the rotating side surface of the drill, resting it on a simple stop. With minimal runout, the pencil will draw a solid line on the surface of the drill. If the runout is significant, change the drill chuck or select a drill with less chuck runout.
Now, instead of a drill, clamp the rotor shaft and in the same way determine the places of the beating of the rotor or collector.
The process of grinding the manifold must begin with the selection of emery material. It is recommended to use sanding paper or a file to sand the manifold.
Choose sanding paper of several numbers, starting from # 100 and up.
Now start sanding. Attach a wooden block with a fixed sandpaper to the collector, rotate the drill and, without pressing the block strongly against the surface of the collector, grind.
Grinding a manifold in a drill
It is recommended to use the grinding operation on rotors that have already been running with a small depletion of the collector.
Correct sparking of brushes
If you have replaced the manifold on the rotor of the Makita 2470 perforator, then after it is attached to the shaft, the manifold must be grooved. This operation is performed to eliminate the radial runout of the lamella surface of the new collector relative to the armature shaft.
It is best to grind the manifold on a lathe using mandrels. But you can perform this operation at home. True, one cannot do without an additional device. The video will help to understand the collector groove.
VIDEO As a rule, the brush holders on rotary hammers are mounted opposite each other. Prolonged operation of the brushes leads to the formation of grooves on the collector, which form waviness on the surface. This generation can only be eliminated on a lathe by turning the manifold.
To reduce the formation of grooves on the collector, you should try to arrange the brush holders in a staggered manner.
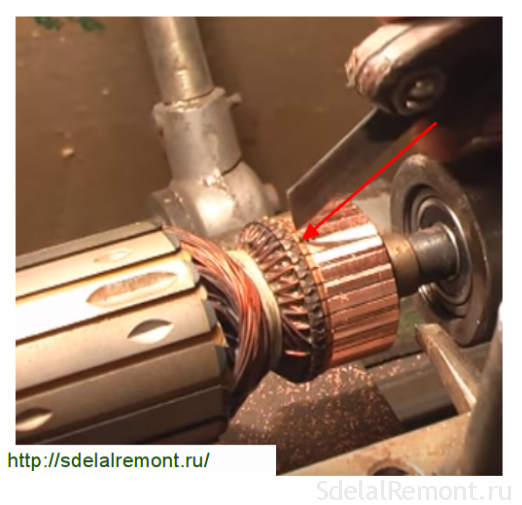
But the cleaning of the grooves between the lamellas must be carried out, since mikanite, the material of the gaskets between the lamellas, is harder than copper lamellas and wears out less. Over time, micanite gaskets wear less, and their height exceeds the height of the copper lamellas.
To equalize the heights, the grooves between the lamellas are milled, or, in simple terms, grooved.
Do-it-yourself milling is best done with a piece of a metal saw, sharpened to the width of the manifold grooves.
Milling grooves manually
A metal ruler is applied parallel to the edge of the groove, the saw is pressed against its edge and extended with weak pressure. The groove is milled to the height of the copper lamella.
Milling the grooves ends with the removal of the remainder of the material with a hairbrush and chamfering with a scraper made from a file. Sanding is best done with felt.
Any milling should be finished with sanding and blowing air.
The condition of the bearings also affects the amount of collector output. Bearing wear increases the runout of the collector, which in turn leads to accelerated wear of the carbon brushes. To eliminate the runout of the manifold, it is recommended to replace suspicious bearings with new ones.
When installing new carbon brushes, it is always recommended to grind them in order to better adhere to the collector surface.
It is best to customize carbon brushes on a homemade lapping machine. The lap is a shaft on which sandpaper is fixed. The easiest way to make the shaft is made of wood with a diameter equal to the diameter of the collector, turning the workpiece on a lathe. A metal rod is tightly inserted into the shaft along the axis. The device is attached to the chuck of an electric drill, the drill turns on, and the brushes are fed to the rotating emery wheel.
Fitting should be done carefully, periodically applying brushes to the rotor manifold to check for light.
After rubbing the brushes to the collector, it is recommended to check the correct attachment of the brush holders before installing. The brush holders are factory set to neutral, which minimizes arcing on the collector. If there are no factory marks, then the adjustment of the installation of the brush holders is carried out by displacing the brush holder in the direction opposite to the rotation of the rotor until the formation of a spark is minimal.
The brushes should not dangle in the brush holder, but firmly press against the collector lamellas. The clamping force is regulated by springs in the brush holder.
Arcing of a faulty collector
An increase in arcing on the rotor collector may appear in connection with a short circuit of the armature, breakage of the armature coils, short circuit of the windings to the armature body.All these malfunctions are eliminated only with a major overhaul of the rotor.
VIDEO
An anchor is a rotating assembly of any induction motor. Considering that during operation the rock drill experiences significant resistance of the material destroyed with its help, the loads on the rotor often reach extreme values. Sometimes they cause a significant decrease in armature speed, which leads to immediate failure of the electric motor.
The stability of the anchor on the perforator from combustion is determined by its design. There are two types of hammer anchors:
With phase rotor.
With a squirrel-cage rotor.
The short-circuited armature winding is formed by rods, which, when assembling the rotor, fit into the grooves of its core. In this case, the ends of the rods are connected using a special rotor ring. There are no moving contacts in such a design, which has a positive effect on the durability of the assembly.
The disadvantage of an anchor of this design is a limited starting torque, which, in relation to perforators, requires a limitation in the intensity of use at the initial moment of time after turning on the tool. Of course, it is impossible to constantly remember this, therefore, with inattentive use of a hammer drill, the durability of a squirrel-cage motor will be low.
The problem is solved by installing squirrel-cage electric motors on all perforators. The number of poles of the armature winding in this case fully correspond to similar parameters for the stator, and the contacts of each phase are brought out to the external circuit by means of carbon brushes. Replacing brushes is a relatively simple process that can (for equipment not under warranty service) be done independently. In other cases, it is worth using the services of specialists. Often the price for this kind of services is associated with the need for static and dynamic balancing of the anchor on the perforator, for which special technology and equipment are used.
The sequence of this kind of routine maintenance is considered on the example of hammer drills from the Makita trademark, although there are no fundamental features for a similar tool from other manufacturers.
The need to replace the armature may arise when the perforator does not give the required speed, the rotation of the rotor sharply slows down, characteristic sparking and crackling is observed.
The motor armature consists of the following parts:
a cylindrical element, which is formed by tightly connected stamped plates from electrical steel with a low silicon content, or from Armco low-carbon steel of EA or EAA grades;
the shaft on which the cylinder is mounted;
phase coils, the windings of which are shifted relative to each other by an angle of 120 0;
slip rings, mounted on the shaft, but electrically insulated from it and from each other.
The anchor on the hammer drill is in mechanical contact with the gears of the hammer drill reducer, therefore, to completely disconnect it, it is enough to disengage the assembly with the worm on the rotor shaft.
The check begins with an external examination of the manifold plates: they should not have any traces of carbon deposits and scratches. In this case, the motor brushes are considered functional and cannot be replaced.
Slow rotation of the armature on the rock drill can be caused by contamination of the bearing dust washer, in which case it is removed from the body and thoroughly washed with a technical solvent. Acceptable fluids are usually listed by the manufacturer in the perforator manual. It is necessary to clean not only the outer, but also the inner surface of the protective washer.
Despite the fact that the outer armature winding also has anti-dust protection, it is worth inspecting the condition of the winding cords, and you can use a regular vacuum cleaner to clean their surface.
The integrity of the collector is checked by a tester. According to the existing electrical diagram of the tool, all elements of the electrical circuit of the perforator are checked. If there is a short circuit, the armature needs to be replaced. For a long-term operating tool, the price of the issue is determined by the perforator model: perhaps the warranty workshop does not accept perforators of a certain brand for repair, and a request for the required anchor model will have to be sent to the manufacturer's warehouses.
If the unstable operation of the perforator was caused only by the contamination of its moving parts, then, after thorough cleaning, the assembly of the unit is carried out in the reverse order. In doing so, it must be ensured that the contact of the gearing with the worm of the reducer is complete and that the dust ring completely encloses the outer bearing housing.
An experienced home craftsman in electrical engineering is quite capable of repairing an anchor on a hammer drill with his own hands. Work begins by identifying the malfunction. In the event of an open or short circuit of the turns of the armature winding, the reason for the "silence" of the perforator or the slow rotation of its rotor (which is accompanied by intense sparking around the entire perimeter) is easily established by the tester. Sparking, as well as the attempt of the perforator armature to rotate in different directions, is a consequence of the closure of part of the turns in the winding. If the sparking is in the nature of a single, but long spark, then the reason is a wire break or poor contact with the collector itself.
When checking, it is also worth checking the possibility of breakdown to the armature body. When measuring the values of the actual resistance, the obtained values should not be less than a few ohms.
VIDEO When the bearing of the rock drill is worn out, a significant imbalance in the axis of rotation of the armature is possible during the operation of the rock drill. This malfunction is diagnosed after no breakdown in the winding turns is detected. To do this, you need to connect the perforator to a rheostat, and gradually increase the voltage to the nominal. If, during diagnostics, the tone of the electric motor changes, and the vibration of the armature increases, then balancing of the rotor is necessary.
Since it is almost impossible to rewind the anchor at home, it is recommended to resort to the services of specialized workshops. The price of rewinding an anchor to a hammer drill for most models (from Bosch, DeWalt, Makita, etc.) depends on the power of the tool and its performance (household or professional). If the drive power does not exceed 1000 W, then the service will cost 1000… 1200 rubles, for a drive with a power of up to 1500 W - 1500… 1600 rubles, and for more powerful perforators - up to 2500 rubles. Complex repair services (for example, bearing replacement) can cost 3500… 4000 rubles. At the same time, fault diagnosis in most workshops is free of charge.
VIDEO
the smell of burning;
the appearance of unnatural additional sounds;
unstable operation or reduced performance of the hammer drill.
If at least one of the above points has arisen, you should stop work immediately - your hammer drill needs repair. But before you start troubleshooting the punch yourself, you need to figure out its internal structure.
VIDEO
With the engine mounted horizontally.
With a vertical motor.
In all other respects, all the details of the hammer drill are basically the same.
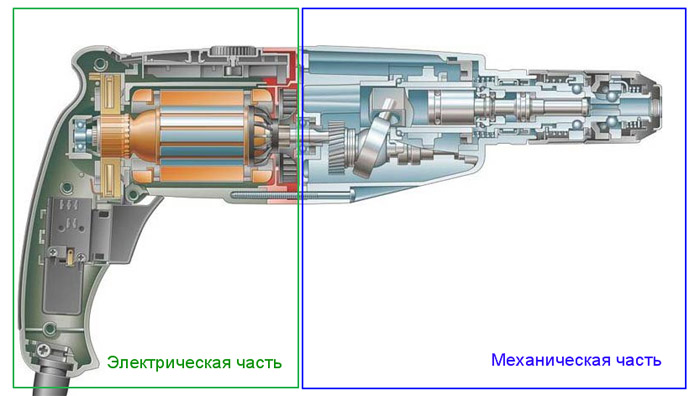
The hammer drill consists of two parts: electrical and mechanical.
Engine control device.
Start and stop button.
Interference suppression elements (capacitor, chokes);
Power cord.
In some models, the switch is combined with a control device.
Some models can be equipped with additional parts:
mode switch;
a vacuum cleaner;
depth limit;
other.
VIDEO
Before proceeding with the repair, the unit must be disassembled. Each model has its own nuances of disassembly. But in most cases, any model consists of two parts : front and rear halves, screwed together. Before unscrewing them, you need to remove the cartridge. On some models, the cartridge can be left on.
VIDEO
Malfunctions can also be of two types: associated with the electrical part of the hammer drill and mechanical failures.
This could be due to a broken wire. Very often the cord breaks near the handle itself.
Replace the entire cable or shorten part of it at the point where the break occurred. If the rupture occurs somewhere in the middle, strip it of insulation, connect the parts, carefully insulate the cord.
Poor contact of the elements of the trigger.
Such damage can occur due to oxidation or burnout of the contacts.
Clean the elements or replace them with new ones.
Damage to the extinguishing mechanism.
From a heavy load, parts of this mechanism simply burn out.
can connect the motor directly , but it should be borne in mind that with this method of troubleshooting, the wear of the motor increases several times. It is best used only in extreme cases.
Burnout of UUD. There are no options - you need to change the mechanism.
Broken winding. Such a breakdown is unlikely to be fixed by yourself. Need to rewind.
Sparks can be caused by the brushes not fitting snugly against the armature. Such the malfunction occurs for two reasons : Brush wear or moisture penetration into the brush body is damp.
Insert new brushes or dry them and clean them with fine-grained sandpaper.
VIDEO
This may also indicate oxidation of the armature due to moisture ingress.
Clean the anchor. Important do this procedure carefully so as not to damage the winding. An eraser or cotton swab moistened with rubbing alcohol is best for this.
Visually inspect all elements. If the problem is in the brushes, replace, in case of a motor jam, eliminate the malfunction (below there is a description for mechanical damage).
With mechanical damage it is a little more difficult: the hammer drill consists of many parts, so it may not be possible to immediately establish the cause of the breakdown. The main thing, carefully visually inspect all the details , and after identifying a breakdown, carefully eliminate it. Here are the main possible damages that you can fix yourself.
The device turns on, but does not hammer.
Switch. Most devices are equipped with mode switches. This mechanism is susceptible to breakdowns. If the hammer drill stops hammering, most likely the reason is the worn out fingers of the switch. During work they are in constant contact with rotating parts and this leads to wear and tear.
The branch of the retainer, which holds it in the gearbox housing, has broken, which contributes to spontaneous switching of modes. You don't have to change the retainer, if you are not confused by this problem, the punch will still work.
Replace switch. But if there is no suitable switch, and the work cannot be stopped, then you can turn the worn part 180 degrees and you can continue working.
VIDEO
Change the lubricant twice a year.
Every six months a routine inspection of the brushes.
Thorough cleaning every time after use.
Lubricate the back of the drill or chisel before work to reduce the load on the firing pin.
If the hammer drill stops working normally or there is a breakdown, read the instructions and inspect it carefully. Before you start repairing yourself, really assess your capabilities. If you are sure - try to fix it with your own hands, otherwise, if in doubt, it is better to contact a specialist. And remember that already repaired mechanisms are not subject to warranty obligations and they are reluctantly taken by service centers for repairs.
VIDEO
The grinder's anchor is most exposed to thermal, mechanical and electromagnetic loads. Therefore, it is a common cause of tool failure, and as a result, it often needs repair. How to check the anchor for performance and fix the element with your own hands - in our article.
The grinder's motor armature is a conductive winding and a magnetic circuit, into which the rotation shaft is pressed. It has a pinion at one end and a manifold with lamellas at the other. The magnetic core consists of grooves and soft plates coated with varnish to isolate from each other.
In the grooves, according to a special scheme, two conductors of the armature winding are laid. Each conductor is half a turn, the ends of which are connected in pairs on lamellas. The beginning of the first turn and the end of the last one are in the same groove, so they are closed on one lamella.
Types of armature malfunctions:
An insulation breakdown to ground is a short circuit of the winding to the metal rotor body. It occurs due to the destruction of the insulation.
Unsoldering of collector leads.
Uneven manifold wear.
If the armature is faulty, the motor overheats, the winding insulation melts, the turns are short-circuited. The contacts connecting the armature winding with the collector plates are unsoldered. The power supply is cut off and the motor stops running.
visually;
multimeter;
light bulb;
special devices.
Before taking the device for diagnostics, inspect the anchor. It may be damaged. If the wiring melts, the burnt-on insulating varnish will leave black marks or a peculiar smell.Bent and crumpled turns or conductive particles such as solder residue can be seen. These particles cause short circuits between the turns. The lamellas have folded edges, called cockerels, to connect to the winding.
Due to the violation of these contacts, the lamellas burn out.
Other damage to the manifold: Raised, worn, or burnt fins. Graphite from the brushes can accumulate between the lamellas, which also indicates a short circuit.
Bent manifold plates
Put a resistance of 200 ohms. Connect the test leads of the device to two adjacent lamellas. If the resistance is the same between all adjacent plates, then the winding is in good order. If the resistance is less than 1 ohm and very close to zero, there is a short circuit between the turns. If the resistance is two or more times higher than average, then there is a break in the winding turns. Sometimes, when there is a break, the resistance is so great that the device goes off scale. On an analog multimeter, the arrow will go all the way to the right. And on digital it will not show anything.
Diagnostics of the armature winding with a multimeter
VIDEO
If you don't have a tester, use a 12 volt light bulb up to 40 watts.
Take two wires and connect them to the lamp.
Make a break on the negative wire.
Apply voltage to the wires. Attach the ends of the gap to the collector plates and twist it. If the light is on without changing the brightness, then there is no short circuit.
Conduct a short to iron test. Connect one wire to the lamellas and the other to the rotor iron. Then with the shaft. If the light is on, then there is a breakdown to ground. The winding closes to the rotor housing or shaft.
This procedure is similar to diagnostics with a multimeter.
There are anchors that do not have visible wires connected to the collector due to filling with an opaque compound or due to a bandage. Therefore, it is difficult to determine commutation on the collector relative to the slots. The indicator of short-circuited turns will help in this.
This device is small in size and easy to operate.
First check the anchor for breaks. Otherwise, the indicator will not be able to detect a short circuit. To do this, measure the resistance between two adjacent lamellas with a tester. If the resistance is at least twice the average, then there is a break. If there is no break, proceed to the next step.
The resistance regulator allows you to select the sensitivity of the device. It has two bulbs: red and green. Adjust the regulator so that the red light starts to light up. On the indicator body there are two sensors in the form of white dots, located at a distance of 3 centimeters from each other. Attach the indicator with the sensors to the winding. Rotate the anchor slowly. If the red light comes on, then there is a short circuit.
VIDEO
The armature checking device determines the presence of a turn-to-turn closure of the winding. An inductor is a transformer that has only a primary winding and a magnetic gap cut out in the core.
Anchor checker diagram
When we put the rotor in this gap, its winding starts to work as a secondary winding of the transformer. Switch on the appliance and place a metal plate such as a metal ruler or a hacksaw blade on the anchor. If there is a turn-to-turn short circuit, the plate will vibrate or magnetize to the armature body from local oversaturation of iron. Rotate the anchor around the axis, moving the plate so that it lies on different turns. If there is no closure, then the plate will move freely along the rotor.
VIDEO
Due to the anchor, a third of the breakdowns of the screwdriver occurs. With daily intensive operation, malfunctions can occur already in the first six months, for example, if the brushes are not replaced on time. With sparing use, the screwdriver will last a year or more.
The anchor can be salvaged if the balance is not disturbed. If during the operation of the device an intermittent hum is heard and there is a strong vibration, then this is a violation of the balance.This anchor must be replaced. And you can repair the winding and the collector. Small short circuits are eliminated. If a significant part of the winding is damaged, it can be rewound. Grind worn out and heavily damaged lamellas, build up or solder. In addition, you should not undertake an anchor repair if you are unsure of your capabilities. Better to replace it or take it to the workshop.
Over time, the brush develops on the collector. To get rid of it, you must:
Grind the manifold using longitudinal cutters, that is, through cutters.
Do not forget to clean the swarf from the rotor to prevent a short circuit.
VIDEO
Before disassembling the armature, write down or sketch the direction of the winding. It can be left or right. To determine it correctly, look at the end of the armature from the collector side. Put on gloves, use sharp cutters or a metal hacksaw. Remove the winding ends. The manifold needs to be cleaned, but it is not necessary to remove it. Carefully, without damaging the slot insulators, knock out the rods of the remaining parts of the winding using a hammer and a metal chisel.
VIDEO
Using a file, without damaging the insulator film, remove the impregnation residues. Count the conductors in the slot. Calculate the number of turns in the section and measure the wire diameter. Draw a diagram. Cut the insulation sleeves out of cardboard and insert them into the grooves.
VIDEO
After winding, weld the leads of the sections with the collector cockerels. Now check the winding with a tester and short circuit indicator. Proceed with impregnation.
After making sure that there are no problems, send the anchor to the electric oven to warm up for better epoxy flow.
After warming up, place the anchor on the table at an angle for better flow through the wires. Place a drop of resin on the forehead and slowly twist the anchor. Drip until glue appears on the opposite frontal area.
Air dry the anchor before polymerization
At the end of the process, lightly grind the manifold. Balance the anchor with dynamic balancing and grinder. Now grind finally on the bearing. It is necessary to clean the grooves between the lamellas and polish the collector. Do a final check for open and short circuits.
The peculiarity of the winding for grinders with a variable speed is that the rotor is wound with a power reserve. The current density affects the speed. The wire cross-section is overestimated, and the number of turns is underestimated.
If the insulation breakdown was small and you found it, you need to clean this place from carbon deposits and check the resistance. If the value is normal, insulate the wires with asbestos. Place a drop on top with Supermoment-type quick-drying glue. It will seep through the asbestos and insulate the wire well.
If you still have not found the place of insulation breakdown, then try to carefully saturate the winding with impregnating electrical insulating varnish. Punched and non-punched insulation will be impregnated with this varnish and will become stronger. Dry the anchor in a gas oven at about 150 degrees. If this does not help, try rewinding or changing the armature.
The lamellas are installed on a plastic base. They can be erased to the very core. Only the edges remain, which the brushes cannot reach.
Such a collector can be restored by soldering.
Cut the required number of lamellas from the copper pipe or plate to size.
After stripping the armature from copper residues, solder it with ordinary tin with soldering acid.
When all the lamellas are soldered, sand and polish. If you don't have a lathe, use a drill or screwdriver. Insert the armature shaft into the chuck. Sand with a file first. Then polish with zero sandpaper. Remember to clean the grooves between the lamellas and measure the resistance.
There are not completely damaged lamellas. To restore them, it is necessary to carry out more thorough preparation. Slightly whip through the manifold to clean the plates.
Damaged manifold plate
Expanding the place with a drill
If the collector has been completely worn out, then after soldering it will last no more than a month of active use. And not completely damaged plates after such a repair withstand several brush replacements and are not soldered out.
Reduced copper is very hard. The service life of the collector is the same as that of a new one. Galvanic build-up can be used to restore both a completely worn-out collector and partially damaged plates.
Anyone who has ever had to work with a hammer drill knows how difficult its operating conditions are. That is why do-it-yourself punch repair is such a popular request on the Internet. And today we will tell you absolutely everything regarding the repair of this tool.
Undoubtedly, the owners of such expensive equipment want their devices to be of high quality, to do their job 100%. First of all, correct use of the tool will save you from serious damage, which we will talk about a little later. And, of course, the device was repaired on time. At the same time, any small failure should already become a cause for concern and preparation for repair.
So, such "beacons" can be:
Unstable work of the punch in the working mode;
The appearance of strange sounds when turning on the punch;
The smell of burning;
The hammer drill does not hammer, although there is no apparent reason for this.
As soon as something like this happens to your equipment, it means it's time to repair. Like any such work, it requires care, understanding the cause of the breakdown and knowledge of how to cope with it. And your very first step in repairing is disassembling the tool into its components. For many, even this stage causes difficulties, and therefore it is necessary to know everything down to the nuances - how, what and why!
VIDEO
Just imagine that your tool suddenly stops working or you urgently need to replace any defective part. The easiest way is to take the hammer drill to a service center for repair, but this takes time, which means it will stop your work for a while. But if you know how the device is disassembled, it will be much easier for you to carry out the rest of the work. In addition, this will lead to significant cost savings, because there will be no need to spend money on paying for the services of repair centers.
Instructions for parsing the tool:
We start work, starting from the upper unit: first, the rubber tip is removed, then the washer, the spring, the ball finishes working.
After you have removed the ball, we unscrew the screws that hold the case, remove the cover on the handle, if available, and lastly disconnect the stator wires.
We remove the brush holder.
The next step is to separate the gearbox and housing until a gap forms. It is through it that we will retrieve the switch.
After that, the punch body is placed vertically, with the help of a vise, it is fixed, and all its parts are carefully removed from the device.
Whatever breakdown awaits you, clean the case - sometimes it is dirt and dust that prevent the device from working normally.
VIDEO
To repair a device such as a hammer drill, you should be as prepared as possible, which will keep financial and labor costs to a minimum. It's not bad if you are more or less familiar with the construction of a punch, you know what parts and assemblies it consists of, which will allow you to quickly replace a broken part. Most often, the repair of a perforator is reduced to a banal replacement of the "flying" elements, which include:
Anchor;
Brushes;
Gears;
Starters;
Bearings;
Network cables;
Switches.
It is worth noting that the easiest way to repair tools of a light class, given the fact that such a hammer drill is perfect for construction work at home. ... But breakdowns of more serious equipment are much more difficult, and only professional craftsmen can handle them.In any case, no matter what class of tool you are interested in, find a model with a vacuum cleaner - this device will save you time for cleaning, and also make your work safer, as it reduces the amount of dust.
Another problem is the breakdown of the windings, rewinding of the armature and starter, which also occur due to dust. Repair consists in thorough cleaning and replacement of those parts that cannot be repaired. However, "prevention" is a more reliable method. To do this, you need to clean the device every two weeks, soak it with varnish or grease. By the way, the choice of a lubricant must be carefully considered. So, there are several rules. First, it is better to purchase a solution from the same manufacturer (Bosch, Makita, Enkor ), as the perforator itself, in this case, in terms of its composition, oil or varnish will be ideal. If such a composition is not at hand, a diesel engine oil is perfect for you.
The second most common cause of breakage is brush wear, no matter how much your tool costs - even the most expensive models are prone to this problem. It is very easy to replace them: we disassemble the perforator according to the above-described scheme, find worn-out brushes and put new ones in their place. You just need to correctly determine which of them is best used: coal, graphite or carbon-graphite. So, graphite ones have a long service life, however, due to the hardness of the material, the collector may suffer. Carbon elements have a short life, but they have high-quality contact with other parts of the hammer drill. The purchase of the third option is considered optimal and inexpensive.
There are also problems with the mechanical elements of the device. Each model is equipped with switching modes, and they often fail, especially on cheap devices. The algorithm of work is the same - we disassemble the puncher, find the broken parts, replace them. The main thing is to purchase items suitable for this model. A similar problem often "haunts" cartridges that are exposed to maximum stress. First of all, protect them from dust and dirt by rinsing the elements with grease. But if the cartridge is still broken, we will have nothing to do but change it.
VIDEO
Video (click to play).
Now you know how to fix a hammer drill and see that most of the breakdowns come down to simple cleaning or replacing faulty parts. But if you disassembled the tool, and there are no apparent reasons, it is better to take the device to a service center - specialists will quickly find the cause and eliminate it.